|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
KERAMIKA
Keramika na bázi jílových surovin Ložiska keramických surovin v ČR - hlavní technologické kroky výroby Procesy při výpalu cihlářského střepu Použitá a doporučená literatura
Kliknutím na obrázek ho zobrazíte v úplné velikosti.
Jako keramika (resp. keramické materiály) se označují soudržné, ve vodě prakticky nerozpustné polykrystalické látky, někdy s určitým podílem skelné fáze, které byly získány z anorganických nekovových surovin, nejčastěji na bázi silikátů zpracováním do požadovaného tvaru a vypálením výrobku v žáru. Během výpalu dojde slinováním ke zpevnění a vytvoření nové mikrostruktury a tím k získání požadovaných fyzikálních a mechanických vlastností.
Jako slinování (= spékání ve smyslu práškové metalurgie) se v oblasti technologie silikátů označuje proces, kterým se zpevňují disperzní systémy za zvýšené teploty. Obvykle je doprovázeno objemovou kontrakcí a zhutňováním, tj. snížením pórovitosti. Vzniká tak hutná polykrystalická hmota, v níž jsou původní částice pevně spojeny. Slinování může probíhat v pevném stavu nebo účinkem taveniny.
Kromě nově vytvořených krystalických fází a případné fáze skelné obsahuje keramický střep obvykle také větší či menší množství pórů. Fázové (mineralogické) složení žárem vzniklého produktu se může vlivem vysokoteplotních reakcí zcela lišit od výchozí keramické výrobní směsi. Krystalickými fázemi keramiky jsou často vysokoteplotní minerály známé v přírodě, které se vyznačují pevností, chemickou odolností a stálostí za zvýšených teplot. V případě moderních typů technické keramiky jde často také o krystalické produkty umělé, se specifickými vlastnostmi elektrickými, magnetickými apod. Podíl krystalických složek v keramickém střepu by měl činit nejméně 30 % (Hlaváč 1988; Gregerová 1996; Hanykýř, Kutzendörfer 2000).
Keramika na bázi přírodních surovin představuje, vedle kamene a dřeva, jeden z nejdéle používaných materiálů v lidské historii a vůbec první záměrně vyrobený materiál umělý, vyznačující se navíc vynikající stabilitou fyzikálních a mechanických vlastností. V některých obdobích historie jsou proto keramické výrobky často jediným hmotným dokladem o lidské činnosti a existenci.
V současné době má keramika zásadní význam především ve výrobě stavebních hmot (cihlářské výrobky, dlažba, obklady). Odhaduje se, že pouze cihlářské výrobky (zdící prvky, stropní prvky, krytina) představují zhruba 7% objemu stavebnin vyráběných ve vyspělých zemích a po betonu a živičných výrobcích tak zaujímají třetí místo v celkové produkci stavebních hmot (Pytlík, 1995). Keramika se uplatňuje rovněž ve výrobě užitkového a okrasného zboží (nádobí, zdravotnická keramika, umělecké a dekorativní předměty), jako žáruvzdorné a tepelně izolační žáruvzdorné hmoty nebo materiály pro elektrotechniku.
Keramické výrobky provázejí člověka od doby počátečního rozvoje jeho tvůrčích schopností. První formy keramických předmětů, zhotovené z přírodní zeminy, měly zpočátku tvar košíku nebo měchu a byly nejprve pouze vysušené a teprve později vypalované. Nejstarší keramické nádoby byly nalezeny v jižní Číně a doba jejich vzniku byla datována na 10 370± 870 let př. n. l. (Hanykýř, Kutzendörfer 2000). Tyto nádoby jsou ručně tvarované, s červenou až hnědou barvou střepu a s předpokládanou teplotou výpalu v rozmezí 700 - 960 oC.
Vedle hrnčířství je dalším nejstarším oborem keramické výroby cihlářství. První známé pálené cihly pocházejí z prvních staletí 4. tisíciletí, případně již z posledního století 5. tisíciletí př. n. l. (keramické stavební tvárnice z Uruku nebo Eridu). Objev cihlářské technologie tak patří národu Sumerů v jižní Mezopotámii (Gregerová 1996).
Hlavní mezníky vývoje keramické technologie a materiálů ve světě udávají tab. 1 a 2.
Tab. 1 Stručný přehled historického vývoje keramické technologie a materiálů ve světě v období před naším letopočtem (podle Gregerové 1996 a Hanykýře, Kutzendörfera 2000).
Obr. 1 Část terakotové armády císaře Chin Š´ Chuang-ti. Foto V. Langer, 2007.
Tab. 2 Stručný přehled historického vývoje keramické technologie a materiálů ve světě v období od počátku našeho letopočtu (podle Hanykýře, Kutzendörfera 2000).
Na území střední Evropy, resp. dnešní České republiky probíhal vývoj keramické výroby poněkud odlišně a často byl ovlivňován vlivy z okolních zemí (tab. 3).
Tab. 3 Stručný přehled historického vývoje keramické technologie a materiálů na našem území (podle Gregerové 1996 a Hanykýře, Kutzendörfera 2000).
Keramické materiály je možno rozdělit podle několika základních hledisek (Hlaváč 1988, Gregerová 1996, Hanykýř, Kutzendörfer 2000, Svoboda et al. 2004):
1. obsahu pórů:
- pórovitá keramika - s hmotnostní nasákavostí střepu nm nad 10 % - polohutná keramika - s hmotnostní nasákavostí střepu nm = 6 – 10 % - hutná keramika - s hmotnostní nasákavostí střepu nm = 3 – 6 % - poloslinutá keramika - s hmotnostní nasákavostí střepu nm = 1,5 – 3 % - slinutá keramika - s hmotnostní nasákavostí střepu nm pod 1,5 %
2. struktury:
- jemná keramika – vyznačuje se tenkým a jemnozrnným střepem (porcelán a bílá kamenina, obkládačky, laboratorní, zdravotnická a technická keramika) - hrubá keramika – keramika se silnostěnným a hrubozrnným střepem (cihlářské zboží, kamenina, žáruvzdorné výrobky)
3. použití výrobků:
- stavební keramika (cihlářské výrobky, pórovinové obkládačky, kamenina) - zdravotnická keramika - technická keramika (elektrotechnická a konstrukční) - žárovzdorné materiály (šamot, dinas, hořečnatá a hořečnatovápenatá keramika, keramika oxidová, siliciumkarbidová, uhlíková apod.)
4. chemického a fázového složení:
- fázový systém SiO2 – dinas - fázový systém Al2O3 – korundová keramika - fázový systém ZrO2 – zirkoničitá (baddeleyitová) keramika - ostatní žárovzdorná oxidová keramika – fázové systémy typu BeO, MgO, ThO2 - fázový systém Al2O3 - SiO2 – cihlářské výrobky, hrubá kamenina, šamot - fázový systém Al2O3 - SiO2 - K2O (Na2O) – porcelán, pórovina, jemná kamenina, zdravotnická keramika - fázový systém MgO – Cr2O3 – chrommagnezitové žárovzdorné hmoty - fázový systém MgO - SiO2 – steatitová, stealitová a forsteritová žárovzdorná keramika - fázový systém MgO - Al2O3 - SiO2 – cordieritová keramika (s nízkou teplotní roztažností) - fázový systém BaO - Al2O3 - SiO2 - celsianová keramika (s nízkou teplotní roztažností) - fázový systém Li2O - Al2O3 - SiO2 - lithná keramika (s nízkou teplotní roztažností) - fázový systém TiO2 – rutilová keramika - fázový systém Al2O3 - TiO2 - thialitová keramika (s velmi nízkou teplotní roztažností) - fázový systém BaO - TiO2 - speciální elektrokeramika (skupina tzv. feroelektrických dielektrik) - fázový systém ZrO2 - SiO2 – zirkonsilikátová keramika - fázový systém ZrO2 – Al2O3 – korundo-baddeleyitová (tavená, odlévaná) keramika - fázový systém MeO – Fe2O3 - feritová (magnetická) keramika (kde Me je buď Mn, Ni, Zn, Co, Cu, Mg u tzv. magneticky měkkých feritů nebo Me = Ba, Sr, Pb u tzv. magneticky tvrdých feritů - neoxidová keramika – keramika na bázi SiC (karbidu křemíku), Si3N4 (nitridu křemíku), B4C (karbidu boru), BN (nitridu boru) – keramika s velmi vysokými teplotami tání a zpravidla velmi vysokou tvrdostí - grafitová keramika – keramika na bázi C (uhlík)
Keramika na bázi jílových surovin
Z hlediska praktického uplatnění v běžném lidském životě a s ohledem na množství produkovaných výrobků má, z celé široké škály keramických materiálů, největší význam keramika na bázi jílových surovin. Tato skupina keramiky zahrnuje materiály, pro jejichž tvarování a tepelné zpracování je rozhodující přítomnost převažujícího množství jílové suroviny. Hlavními představiteli jsou cihlářské výrobky, kamenina, pórovina, porcelán a šamot, který však, z hlediska praktického užití náleží k žárovzdorné keramice.
Keramika na bázi jílových surovin - cihlářské výrobky
Cihlářské výrobky představují pórovité keramické výrobky charakteristicky zbarvené do červena, červenohněda nebo okrova následkem přítomnosti oxidů železa v surovinách. Hlavní surovinou pro výrobu jsou cihlářské jíly a hlíny, jako přísady slouží písek a další ostřiva (např. popílek), ke zvýšení pórovitosti a tepelně izolačních vlastností se přidávají spalitelné látky (dřevěné piliny, práškové uhlí). Cihlářské výrobky se tvarují lisováním ve šnekových lisech a tažením nebo ražením, následně se suší a vypalují se při teplotě 850 – 1050 °C v tunelových pecích. Slouží jako základní stavební materiál pro zdění, konstrukce stropů, jako krytina střech apod.
Keramika na bázi jílových surovin - kamenina
Kamenina je typ keramiky z přírodních (eventuálně zčásti vypálených) surovin s barevným, nejčastěji šedým až hnědým střepem a s hmotnostní nasákavostí do 7%. Hlavní surovinou pro výrobu kameniny jsou tzv. kameninové jíly, které se vyznačují tím, že slinují již při 1200 – 1300oC, avšak měknou až při podstatně vyšších teplotách. Mají tedy široký vypalovací interval, který umožňuje nezávadný výpal i u rozměrnějších výrobků (Hlaváč 1988). Kameninu lze, podle granulometrického složení výchozích směsí a homogenity mikrostruktury střepu, v zásadě rozdělit na jemnou a hrubou. Oba tyto druhy kameniny se v současnosti dosti značně liší surovinovým složením výchozích keramických směsí, technologií přípravy, tvarováním, výpalem a také použitím.
Směsi pro jemnou, slinutou kameninu se vyznačují sníženým obsahem kameninových jílů a relativně vysokým obsahem živců. Složení surovinové směsi může být např. 55 % kameninových jílů, 30 – 35 % taviv (živce, znělec) a 10 – 15 % ostřiva, většinou vypálených střepů (Hanykýř, Kutzendörfer 2000). Výrobky se tvarují většinou suchým, pístovým lisováním a vypalují se jednožárovým rychlovýpalem (nad 1100 oC). Tento druh kameniny je základním materiálem pro výrobu moderních glazovaných nebo neglazovaných, vysoce slinutých dlaždic.
Směsi pro hrubou hutnou kameninu využívají ve své skladbě vhodné kameninové jíly a granulometricky optimalizované směsi ostřiv – drcených kameninových střepů a ostře vypálených lupků – šamotů. Tyto směsi jsou sestavovány většinou bez přídavku živcových taviv (Hanykýř, Kutzendörfer 2000 uvádějí příklad složení směsi pro kameninové trouby: 55 - 70 % plastických kameninových jílů a 30 - 45 % keramického ostřiva). Ze směsí pro hrubou kameninu se vyrábějí především kameninové trouby, komínové vložky, tzv. hospodářská kamenina (nádoby, žlaby), užitkové předměty (nádoby, džbány, mísy), okrasné výrobky (vázy, figury) a hrubozrnné dlaždice. Hrubá kamenina se na povrchu opatřuje nejčastěji solnou nebo živcovou glazurou.
Kamenina má velmi dlouhodobé uplatnění rovněž v chemickém a potravinářském průmyslu. Tato tzv. chemická kamenina má kyselinovzdornost až 97 % a hmotnostní nasákavost zpravidla do 3 %. Surovinová směs obsahuje, kromě jílů a ostřiv také určité množství živců, zpravidla okolo 15 % (Hanykýř, Kutzendörfer 2000).
Keramika na bázi jílových surovin - pórovina
Pórovinou se souhrnně označují pórovité keramické výrobky, jejichž vypálený střep se vyznačuje bílou barvou a středně až jemně zrnitou strukturou. Hmotnostní nasákavost střepu se pohybuje v rozmezí 5 – 20 % (Hlaváč 1988, Gregerová 1996). Složení keramické směsi je zpravidla blízké porcelánu. Liší se však menším množstvím taviv (živců) a nižší vypalovací teplotou, takže slinovací proces neproběhne do úplného uzavření pórů. Oproti porcelánu je kaolin ve směsích částečně nebo úplně nahrazen tzv. pórovinovými jíly, které mají bělavou barvu a vyznačují se dobrou plasticitou. Složení směsí se mění v širokých mezích (viz tab. 4) a některé druhy póroviny obsahují také vápenec. Technologie výroby je podobná jako u porcelánu a vypalovací teplota se pohybuje zpravidla mezi 1100 - 1250 °C, u některých výrobků (měkká hrnčířina, fajáns) však může být i nižší (950 – 1100 oC).
Tab. 4 Rozpětí surovinového složení pórovinových směsí (Hanykýř, Kutzendörfer 2000).
Ve srovnání s porcelánem má pórovina nižší pevnost (< 30 MPa v ohybu), a proto je možno pórovinové výrobky použít jen tam, kde se na pevnost nekladou vysoké požadavky. Z póroviny se vyrábějí obkládačky (vyráběné dvoužárovou nebo v současnosti již častěji jednožárovou technologií), dále dlaždice, kachle, užitkové a dekorační předměty (např. hrnčířské výrobky) a v minulosti také zdravotnická a sanitární keramika (Hlaváč 1988, Gregerová 1996, Herainová 2003). Povrch pórovinových výrobků se opatřuje glazurou, která zde nemá pouze estetickou funkci, ale musí zároveň povrch výrobku činit nepropustným, protože vlastní střep je pórovitý. Pórovitá keramika s jemným bělavým nebo nažloutlým střepem, glazurovaným bílou olovnato-cíničitou glazurou, se označuje jako fajáns. Název pochází od italského města Faenzy, které představovalo centrum keramické výroby ve středověké Itálii (viz tab. 1). Fajánsové výrobky se vypalují v rozmezí teplot 950 – 1100 oC. Ke glazované pórovině patří dále také majolika a bělnina (Gregerová 1996). Majolika je pórovina s jemným různobarevným střepem, který je pokryt neprůhlednými barevnými glazurami. Název vznikl podle ostrova Mallorca ve Středozemní moři (viz tab. 1), kde bylo ve 14. a 15. století významné centrum keramické výroby. Teplota výpalu majoliky je obdobná jako u fajánse. Bělnina je druh póroviny s jemným, čistě bílým nebo nažloutlým střepem, glazurovaným zpravidla bezbarvou nebo jen mírně zakalenou glazurou. Vznikla, na rozdíl od fajánse a majoliky, až v první polovině 18. století a Anglii, zásluhou významného keramika J. Wedgwooda a odtud se postupně rozšířila do okolních zemí v průběhu 19. století. Používá se pro výrobu užitkových předmětů a obkládaček. Neglazovaná pórovina se používá pro speciální filtrační účely (např. bakteriologické filtry). Mezi neglazovanou pórovinu patří také některé hrnčířské výrobky a terakota. Pojmem terakota se označují pórovinové výrobky se střepem různé kvality, barvy cihlové, žlutavé až bělavé. Název je odvozen od latinského pojmenování terra cotta (= pálená země). Terakotové výrobky se vypalují při teplotách přibližně 1000 oC. Terakota byla používána již starověkém Egyptě, Číně (viz obr. 1), Řecku a Římě. Nejprve byla používána pro zhotovování hliněných figur, jejichž technologie výroby byla přizpůsobena velikosti postavy. Sošky byly modelovány zpočátku z volné ruky, pak točeny na kruhu. Větší figury, jejichž konstrukce byla náročná na pevnost jílové hlíny, se nejprve zhruba modelovaly z masy plněné křemičitým pískem nebo tlučenými střepy a jemnozrnná hlína se nanášela až k povrchové modelaci. Většina řeckých a etruských figurek již nebyla modelovaná, ale vtlačovaná do forem. Důvodem bylo jednak snazší ztenčení střepu, jednak sériová výroba pro dekorativní účely a jako votivní dary. Formy pro figurky byly zhotoveny většinou z terakoty, v době helénské a římské se začaly používat formy sádrové. Později se terakoty začalo používat také pro výrobu stavebních prvků a architektonických dekorací. Na rozdíl od cihel, je terakota vyrobena z jemnější a lépe promísené hlíny, je méně porézní a je pevnější. Slavné jsou terakotové reliéfy z Babylónie, v Evropě se hojně používala po celý středověk v severských zemích a v Británii. U gotických staveb tvoří díly sloupů a okenních kružeb. Do obliby přišla opět v 19. stol., kdy se z ní lisováním vyráběly dekorativní prvky fasád (např. hlavice sloupů a římsy). Povrch je pokryt malbou, engobou, jen zřídka bývá glazován.
Keramika na bázi jílových surovin - porcelán
Jako porcelán se označují slinuté, bílé a v tenké vrstvě průsvitné, vodu ani plyny nepropouštějící keramické výrobky, zhotovené z jemně mleté směsi kaolínu, křemene a živce. Technologie výroby porcelánu byla vyvinuta již v prvních stoletích našeho letopočtu v Číně. Čínský porcelán patřil mezi tzv. měkké porcelány s teplotou výpalu mezi 1280 – 1300 oC (Hanykýř, Kutzendörfer 2000). Tajemství výroby čínského porcelánu bylo prozrazeno až koncem 16. století. V Evropě byl porcelán vyvinut teprve počátkem 18. století (roku 1709), předtím byl již však ve Francii vyráběn tzv. fritový porcelán (viz tab. 1). Rozdíl mezi složením čínského porcelánu, francouzského fritového porcelánu z konce 17. století a porcelánu míšeňského uvádí tab. 5.
Tab. 5 Porovnání chemického složení historických porcelánů (Hanykýř, Kutzendörfer 2000).
Porcelán se vyznačuje vysokou pevností, prakticky nulovou nasákavostí (do 0,5 % hm.), vysokou chemickou odolností, odolností proti změnám teploty, elektroizolačními vlastnostmi a rovněž dokonalou dlouhodobou stabilitou všech vlastností. Porcelán se používá pro výrobu stolního nádobí, obkládaček, dále pro účely chemické a také v elektrotechnice (izolátory). Podle teploty výpalu a tomu odpovídajících vlastností se porcelán zpravidla rozděluje na měkký a tvrdý. Vývoj výroby porcelánu vedl od porcelánu měkkého k dnešnímu tvrdému porcelánu. „Univerzální“ idealizované složení keramické směsi pro výrobu klasického tvrdého porcelánu evropského typu je 50 % kaolínu, 25 % křemene a 25 % živce, čemuž odpovídá následující chemické složení – 64,4 % SiO2, 24,4 % Al2O3, 4,2 % K2O při ztrátě žíháním 7,0 hmot. %. Surovinové složení soudobých porcelánových směsí kolísá v následujících mezích: > 40 hmot. % plaveného kaolínu, 20 – 35 hmot. % živce (zpravidla draselného) a < 40 hmot. % křemene (Hanykýř, Kutzendörfer 2000). Měkký porcelán se vypaluje na teploty nižší než 1300 oC. Jeho relativně nižší teplota výpalu ve srovnání s tvrdým porcelánem se dociluje použitím taviv s nízkou teplotou tání nebo změnou složení živcových taviv (místo draselných živců se používají směsné živce, např. draselnosodné). Zvýšený obsah taviv ve směsi vyvolá pokles obsahu kaolínu, a proto se do směsi přidávají bíle se vypalující vazné jíly. Měkké porcelány lze v zásadě rozdělit na: - živcové - živcový porcelán obsahuje ve své surovinové směsi jako plastickou surovinu plavený kaolín, někdy s přídavkem bentonitu, jako suroviny tvořící skelnou fázi slouží pegmatit (vnášející křemen a živec) a dolomit a jako plnivo oxid hlinitý. Vypaluje se jednožárovým způsobem na teploty 1160 – 1180 oC. Povrchová úprava se provádí bílou krycí glazurou. - fritové - fritový porcelán obsahuje ve své surovinové směsi jako tavivo tzv. fritu. Frita je uměle připravené tavivo získané roztavením vhodných surovin, např. sody, potaše, sádrovce a křemenného písku a prudkým ochlazením vzniklé taveniny ve vodě. Výsledkem je granulované sklo, které se dobře mele. Střep tohoto porcelánu je transparentní i při tloušťce 2,5 mm a jeho nasákavost je do 0,2 hmot. %. - kostní - kostní porcelán obsahuje ve své surovinové směsi 20 – 35 hm. plaveného kaolínu a jílů, 20 – 45 hm. % kostního popela a 20 – 45 hm. živcového písku. Místo kostního popela může být do směsi přidáván fosforečnan vápenatý nebo apatit. Teplota výpalu se pohybuje mezi 1200 až 1280 oC, po výpalu obsahuje střep asi 40 % skelné fáze, 40 % fosforečnanu vápenatého a 20 % anortitu. Mezi měkké porcelány patří také silně transparentní tzv. zubní porcelány, které obsahují až 80 % živce a pálí se na 1200 °C (Hlaváč 1988). Názvem tvrdý porcelán se označuje zcela hutný, ani pod tlakem nenasákavý keramický materiál, jemně zrnité mikrostruktury a bílé barvy střepu. Maximální teplota výpalu tvrdého, porcelánu je 1350 – 1430 oC s měnícím se charakterem prostředí výpalu od oxidačního, přes redukční až k neutrálnímu. Tvrdý porcelán se zpravidla dělí na užitkový, figurální a technický. U užitkového a figurálního porcelánu se kladou, kromě požadavků na základní fyzikální a mechanické vlastnosti, také požadavky na jeho vlastnosti estetické (bělost a průsvitnost). U technického porcelánu jsou základními kritérii jeho kvality vlastnosti mechanické, elektrické, tepelné a chemické. Ve složení směsi pro výrobu technického porcelánu se vedle kaolínu uplatňují bíle se vypalující jíly s vysokou pevností po vysušení, živce jsou zpravidla nahrazeny intenzivnějšími tavivy a ostřivo je reprezentováno korundem, který bývá ve směsi zastoupen 30 – 40 hm. %. Většina porcelánových výrobků se tvaruje z plastického těsta. U užitkového porcelánu (např. hrnků, talířů) je to zejména tzv. točení rotačně symetrických těles s využitím sádrových forem. Při výrobě elektroporcelánu se používá obtáčení a frézování výlisků. Velmi rozšířeným způsobem tvarování dutých a plochých nerotačních tvarů je lití suspenze do sádrových forem. Některá plochá tělesa se tvarují rovněž lisováním z granulátu.
Porcelánové, zejména tenkostěnné výrobky se pálí nadvakrát. Při prvním výpalu, tzv. přežahu dosahuje teplota 900 - 950 °C. Vzniklý neglazovaný porcelán se označuje jako biskvit. Při přežahu se střep zpevní natolik, že je možné polotovary následně opatřit vrstvou glazury. Po nanesení glazury se provádí tzv. hladký výpal na konečnou teplotu, kdy získá střep své konečné vlastnosti. Zvláštností hladkého výpalu tvrdého porcelánu je nutnost zajištění odpovídající atmosféry v peci. Do teploty 1000 – 1050 oC se zboží pálí v přísně oxidační atmosféře, aby se ve střepu nemohl usazovat uhlík, vylučovaný ze spalin. V intervalu 1050 – 1250 oC se vypaluje v silně redukčním prostředí, nad teplotou 1250 oC až do konečné teploty výpalu (1350 – 1430 oC) probíhá výpal v neutrální atmosféře.
Glazury jsou zpravidla suspenzí kaolínu, živce, barevné hlinky a křídy, případně obsahují barevnou sklovinu podobného složení jako frita ke smaltování. Glazura díky příbuznosti materiálů dokonale přilne a pronikne do pórů, musí však mít podobnou tepelnou roztažnost jako porcelánový střep, jinak popraská při chladnutí nebo se „utajené“ napětí projeví po čase. V konečné fázi výroby se, u většiny porcelánových výrobků, provádí povrchová dekorace, a to zpravidla sítotiskem, nalepováním obtisků, linkováním, ruční malbou. Dekorační vrstvy se fixují na střepu dalším, tzv. dekoračním výpalem. Nejběžnější je barvení tzv. keramickými barvami, které se nanášejí na glazuru a vypalují se při teplotách 600 – 850 oC. Výpal tzv. vtavných dekoračních vrstev, které se částečně vnoří do glazury probíhá při 1200 – 1300 oC. Dekorační vrstvy, které jsou umístěny pod glazurou (tzv. podglazurové dekorace) se vypalují na konečné teploty 1350 – 1430 oC (Hlaváč 1988, Hanykýř, Kutzendörfer 2000).
Ložiska keramických surovin v ČR
Základní složkou keramických směsí jsou přírodní jílovité horniny, tj. nezpevněné sedimenty s podstatným obsahem jílových minerálů. Podle typu vyráběné keramiky patří k základním jílovým surovinám: - cihlářské jíly a hlíny – používané pro výrobu cihlářského zboží, - pórovinové a kameninové jíly – pro výrobu póroviny a kameniny, - kaolín – základní surovina pro výrobu porcelánu.
Ložiska keramických surovin v ČR - cihlářské suroviny
Cihlářské suroviny jsou všechny druhy surovin vhodné samostatně nebo ve směsi k cihlářské výrobě. K tomuto účelu jsou nejčastěji používané tyto typy hornin: spraše, sprašové a svahové hlíny, jíly a jílovce, slíny, zvětraliny břidlic a další. Vlastní výrobní hmota má dvě hlavní složky - plastickou a ostřící, které jsou proporcionálně zastoupeny buď přímo v surovině nebo je optimální poměr obou možno získat jejich míšením. Složka, která ve výrobní směsi převažuje, je základní; doplňková složka, upravující vlastnosti suroviny, je korekční (podle povahy má funkci plastifikující nebo ostřící), příp. přísada. Škodlivinami v cihlářské surovině jsou především karbonáty, sádrovec, siderit, organické látky, větší úlomky hornin apod.
Mezi cihlářskými surovinami v ČR převládají jako základní složky kvartérní hlíny různé geneze. Zdrojem přírodních korekčních surovin jsou vesměs uloženiny předkvartérního stáří (Kužvart et al. 1983, Starý et al. 2006): - ložiska kvartérních surovin (spraší a sprašových hlín, hlín, písků a písčito-jílovitých reziduí hornin) - jsou rozšířena po celém území republiky a jsou nejhojněji těžená. Nejvýznamnější z nich jsou vázána na eolické a deluviálně - eolické, popř. glaciální (severní Čechy a Slezsko) sedimenty. V eolických sedimentech bývají škodlivinami pohřbené půdní horizonty, klastika a vápnité konkrece, v deluviálních tvrdá klastika. Eolické suroviny mají předpoklad (obvykle ve směsi) k výrobě náročných tenkostěnných prvků. Deluviální suroviny jsou použitelné jako korekční složky k plastičtějším zeminám či k výrobě silnostěnného zdícího střepu. - neogenní pelity jsou rozšířenější předkvartérní surovinou limnických pánví Čech a vídeňské pánve. Vyznačují se písčitou příměsí a lokálně i zvýšenou přítomností montmorillonitu či klastik, v oblasti vídeňské pánve a karpatské předhlubně také zvýšeným obsahem rozpustných solí. Patří mezi dávno využívané suroviny. Jsou vhodné i pro výrobu náročného tenkostěnného nosného a tvarovaného zboží. - paleogenní jílovce jsou využívány na východní a jihovýchodní Moravě. Jedná se o navětrané části flyšových příkrovů vnějších Západních Karpat. Závažnou škodlivinou jsou výkvětotvorné látky a lavice pískovců. Sortiment se omezuje na plné nebo děrované zboží. - svrchnokřídové jíly a jílovce (mnohdy vápnité) se jako základní surovina využívají v oblasti české křídové pánve a jihočeských pánví. Surovina je vhodná na výrobu i nejnáročnějších děrovaných zdících a stropních materiálů, v jižních Čechách vzhledem k výskytu limonitizovaného pískovce k výrobě nenáročného zdícího zboží. - permokarbonské pelity a aleuropelity slouží jako surovina v oblastech permokarbonských pánví a brázd Čech a Moravy. Charakteristická je přítomnost pískovců v souvrství a složitá stavba ložisek. Dávají možnost výroby pálené krytiny a tenkostěnného zboží. - mladoproterozoické a staropaleozoické navětralé břidlice jsou využívány v okolí Prahy, na Plzeňsku, Rokycansku aj. Škodlivinami bývají pevná klastika a pyrit. Nejsou vhodné na výrobu náročnějšího cihlářského zboží.
Ložiska keramických surovin v ČR - keramické jíly
Jíly jsou sedimentární nebo reziduální nezpevněné horniny složené z více než 50 % jílu ve smyslu zrnitostní frakce (velikost zrn pod 0,002 mm) a obsahující jako podstatnou složku jílové minerály, zejména skupiny kaolinitu, dále hydroslíd (illit) a montmorillonitu. Podle složení jílových minerálů jsou jíly děleny na monominerální (např. kaolinitové, illitové aj.) a polyminerální (složené z více jílových minerálů). Jíly dále obsahují různé příměsi, např. křemen, slídy, karbonáty, organickou hmotu, oxidy a hydroxidy Fe a další. Barvy mají různé podle příměsí - bílé, šedé, žluté, hnědé, fialové a další. Druhotně mohou být zpevněné - jílovce, případně navíc nemetamorfně rekrystalizované - jílovité břidlice.
Ve smyslu ložiskovém a technologickém je do této kategorie řazena široká paleta hornin s vysokým obsahem jílových minerálů. Jíly se vyskytují prakticky ve všech sedimentárních formacích po celém světě. Kromě použití v keramické výrobě se jíly dále používají jako žáromateriály, plnidla, těsnící hmoty, v papírenství, filtraci olejů aj.
Podle technologických vlastností a použitelnosti se v České republice jíly dělí na (Starý et al. 2006): - pórovinové (JP) - žáruvzdorné na ostřivo (JZ) - žáruvzdorné ostatní (JO) - keramické nežáruvzdorné (JN) - hliníkové podložní (JA)
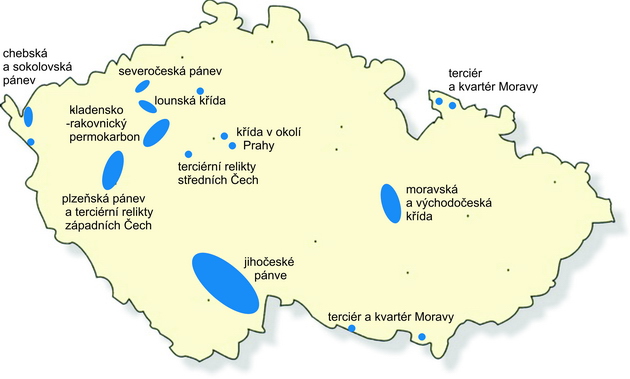
Ložiska jílů jsou v ČR soustředěna do těchto hlavních ložiskových oblastí (obr. 2): - kladensko-rakovnický permokarbon - vyskytují se především vysoce žáruvzdorné jílovce (lupky - JZ), které se používají pro výrobu žáruvzdorných ostřiv. Méně jsou zastoupeny také červeně se pálící dlaždicové jíly a šedé nežáruvzdorné jílovce (JN). Nejdůležitějšími ložisky JZ jsou Rynholec-Hořkovec 2 a Rakovník. - moravská a východočeská křída - jedná se o oblast s největšími zásobami suroviny (JZ) se stejným použitím jako u předchozí oblasti (s mírně horší jakostní skladbou). V současnosti je těženo již jen jediné ložisko Březinka. - lounská křída - jíly jsou vhodné jako pórovinové (JP) a žáruvzdorné ostatní (JO), ale hlavně jako keramické (JN). V současnosti je těženo jen středně velké ložisko JN Líšťany. - křída v okolí Prahy - jíly jsou vhodné jako vysoce žáruvzdorné na ostřivo (JZ), žáruvzdorné vazné (JO) i jako pórovinové (JP). Nejvýznamnější jsou využívaná ložiska JZ Vyšehořovice a Brník. - jihočeské pánve - jíly jsou vysoce až středně žáruvzdorné zejména vhodné jako vazné (JO), dále i jako pórovinové (JP) a nežáruvzdorné (JN). Hlavními ložisky JO jsou Borovany-Ledenice, kde se zároveň těží i diatomit, a Zahájí-Blana. - plzeňská pánev a terciérní relikty středních a západních Čech - převládají středně žáruvzdorné jíly, které jsou vyhodnoceny jako vazné (JO) a keramické pro výrobu dlaždic a obkládaček, ale i kameniny (JN). Nejdůležitější je těžené velké ložisko JO Kyšice-Ejpovice. - chebská a sokolovská pánev - mnohem důležitější je chebská pánev, kde jsou významné vazné jíly (JO), pórovinové (JP) a žáruvzdorné, kameninové atd. (JO, JN). Rozhodujícím těženým ložiskem JO je dnes Nová Ves 2 u Skalné. - severočeská a žitavská pánev - mimo výše zmíněných hliníkových podložních jílů (JA) se vyskytují i nadložní keramické (kameninové) jíly (JN). V současnosti je těženo jen středně velké ložisko JN Tvršice v severočeské pánvi. - terciér a kvartér na Moravě - vyskytují se keramické (především kameninové a dlaždicové) jíly (JN) - Poštorná, Šatov.
Nejvýznamnějšími oblastmi jsou dnes chebská a jihočeské pánve, křída v okolí Prahy, rakovnický permokarbon a stále méně moravská a východočeská křída. Jíly a jílovce jsou v ČR těženy většinou povrchově a místy i hlubinně - Rakovník, Lubná, Březinka (Starý et al. 2006).
Obr. 2 Ložiskové oblasti jílů v České republice. Převzato z Jirásek, Sivek (2007).
Ložiska keramických surovin v ČR - kaolín
Kaolín je nejčastěji reziduální (primární), méně přeplavená (sekundární) bílá nebo světle zbarvená hornina, která obsahuje podstatné množství jílových minerálů ze skupiny kaolinitu. Obsahuje vždy křemen, dále může obsahovat ostatní jílové minerály, slídy, živce a další podle povahy mateřské horniny. Pro další použití se kaolín upravuje zpravidla plavením.
Kaolín vznikl nejčastěji zvětráním nebo hydrotermálním rozkladem hornin bohatých živcem, nejčastěji granitoidů, arkóz, rul aj. Tyto tzv. primární kaolíny mohou být přemístěny, pak se jedná o kaolíny sekundární. Ložiska jsou soustředěna do oblastí výskytu živcových hornin, ve kterých proběhla kaolinizace.
Používá se pro různé účely a podle toho jsou na surovinu kladeny různé nároky. Kromě využití při výrobě keramiky má kaolín uplatnění jako plnidlo do papíru, gumy, plastů a barev, při výrobě žáruvzdorných materiálů, v kosmetickém, farmaceutickém a potravinářském průmyslu. Kaolín je také výchozí surovinou pro výrobu umělých zeolitů.
V České republice vznikla všechna ložiska kaolinickým zvětráním živcových hornin (Konta 1982, Kužvart et al. 1983, Starý et al. 2006). Je pro ně charakteristické ubývání kaolinizace s hloubkou a přechod do nezvětralé matečné horniny.
Hlavními oblastmi s ložisky kaolínu v České republice jsou (obr. 3): - Karlovarsko - matečnými horninami byly autometamorfované a horské žuly karlovarského masivu. Je nejvýznamnější oblastí výskytu nejkvalitnějších kaolinů pro výrobu porcelánu (KJ) a jejich potenciální náhrady (KT). Dále se vyskytují KK (kaolíny pro keramický průmysl), méně KP (kaolíny pro papírenský průmysl). Nejvýznamnějšími ložisky jsou Božičany, Jimlíkov a Mírová (obr. 4), na kterých se společně těží KJ, KT i KK. Na ložisku Otovice-Katzenholz se těží KP. - Kadaňsko - kaolíny vznikly z granulitové ruly krušnohorského krystalinika. Kaolín je použitelný jako KK a KP. V roce 2003 bylo dotěženo ložisko Kralupy u Chomutova-Merkur (KP), další ložiska byla vytěžena již dříve (např. Kadaň, Prahy). Poměrně velké zásoby KP a KK jsou evidovány na ložisku Rokle. - Podbořansko - matečnou horninou je arkózovitý pískovec líňského souvrství středočeského permokarbonu. Vyskytují se zde všechny výše zmíněné typy kaolínů. Kaolíny vyhodnocené jako KJ jsou však méně jakostní (spíše by se mělo jednat o KK) a jsou používány velmi omezeně jako přísadové do karlovarských kaolínů při výrobě porcelánu vzhledem k jejich reologickým vlastnostem. Nejdůležitější je velké těžené ložisko KJ Krásný Dvůr-Podbořany. - Plzeňsko - matečnou horninou kaolínů jsou karbonské arkózy plzeňské pánve. Kaolíny z této oblasti jsou převážně použitelné jako KP (největší zásoby nejkvalitnější suroviny), méně KK a nepatrně jako KZ a KJ. Nejdůležitějšími velkými těženými ložisky KP jsou Horní Bříza, Kaznějov a Lomnička-Kaznějov severně a Chlumčany-Dnešice jižně od Plzně. - Znojemsko - kaolíny vznikly především z granitoidů dyjského masivu, méně z bítešské ortoruly dyjské klenby moravika. Zdejší kaolíny jsou vyhodnoceny především jako KZ (tzv. živcový kaolín), méně KP. Prakticky před vytěžením je malé ložisko KP Únanov-sever. - chebská pánev - kaolíny vznikly kaolinizací žul smrčinského masivu. Je zde vyhodnoceno pouze jedno, dosud netěžené ložisko Plesná-Velký Luh (KK, KP). - třeboňská pánev - málo významná oblast, kde kaolíny vznikly ze žul a biotitických pararul moldanubika. Vyhodnocené jsou pouze kaolíny keramické (KK). Surovina se netěží, ani v budoucnosti se s ní pro nízkou kvalitu nepočítá. - Vidnavsko – kaolíny vznikly z granitů žulovského masivu. Surovina jediného, již netěženého ložiska Vidnava je alternativně vyhodnocena jako KP a KK, ale z důvodů nejlepšího využití suroviny je evidována mezi jíly pro výrobu žároostřiv. - další menší výskyty kaolínů jsou buď vytěženy (Lažánky) nebo dosud neprozkoumány (Žluticko, Toužimsko, Javornicko).
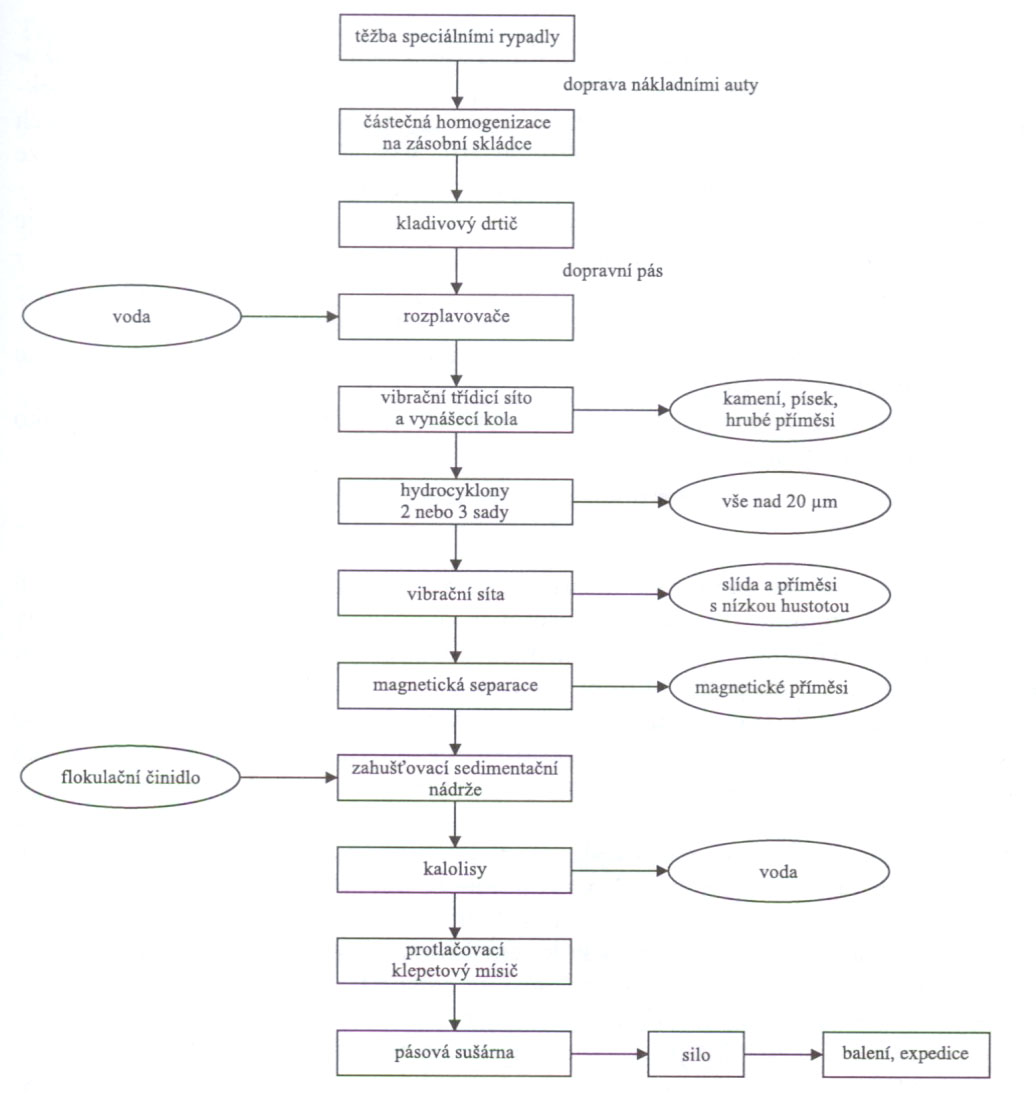
Kaolín představuje typickou tuzemskou nerudní surovinu. Česká ložiska kaolínů jsou významná i z celosvětového hlediska, nejdůležitější jsou oblasti Plzeňska, Karlovarska a Podbořanska. Všechna ložiska kaolinu v ČR jsou v současnosti těžena povrchově. V České republice je evidováno celkem 22 ložisek, z toho je v současnosti 7 těžených. Roční těžba surového kaolínu se u nás pohybuje okolo 1000 kt. Úpravenský produkt (plavený kaolín) představuje asi 20 až 25 % z uváděné těžby. Schéma technologie plavení kaolínu uvádí obr. 5.
Obr. 3 Ložiskové oblasti kaolínů v České republice. Převzato z Jirásek, Sivek (2007).
Obr. 4 Ložisko kaolínu Božičany - Osmoza, těžené společností Sedlecký kaolin, a.s. Foto J. Jirásek, 2006.
Obr. 5 Schéma technologie plavení kaolínu (Hanykýř, Kutzendörfer 2000).
Kromě plastických jílových surovin mají zásadní význam pro řadu keramických hmot (jemná kamenina, pórovina, porcelán) také taviva. Jako přírodní taviva se používají zejména živce (draselné nebo sodno-draselné) a znělec. Živce byly v minulosti téměř výhradně těženy z pegmatitů (v České republice se jednalo např. o ložisko Dolní Bory – Hatě na západní Moravě nebo ložiska v okolí Poběžovic, Otova a Meclova v jihozápadních Čechách). V současné době je nejvýznamnějším ložiskem živců v České republice ložisko Halámky u Českých Velenic v jižních Čechách. Ložisko je tvořeno živcovými písčitými štěrky, uloženými v 5 relativně odlišných terasových stupních ve fosilním řečišti Lužnice v celkové délce zhruba 6 km a o mocnosti až 30 m. Živcová surovina je tvořena 45 – 65 hm. % draselným živcem (mikroklinem), 15 – 20 hm. % sodným živcem (albitem), 10 – 15 hm. % křemenem, 1 hm. % biotitem a 0,5 hm. % muskovitem (Hanykýř, Kutzendörfer 2000). Dalším těženým ložiskem keramických živců je Krásno-Vysoký kámen u Horního Slavkova v západních Čechách. Těženou surovinou jsou metasomaticky přeměněné (albitizované) leukokratní aplitické granitoidy, označované někdy jako albitity. Hornina obsahuje 60 – 80 hm. % živců (40 – 60 hm. % albitu až kyselého oligoklasu a 20 – 40 hm. % draselného živce), zbylých 20 – 40 hm. % tvoří kaolinit a slídy (zejména cinvaldit). Nejvýznamnějším ložiskem znělce (fonolitu) je v současnosti Železnický vrch v Českém středohoří mezi městy Bílina a Most. Jde o výlevnou (efuzivní) horninu s obsahem 60 – 65 hm. % alkalického živce (albitu), 10 – 15 hm. % nefelínu, asi 8 hm. % minerálů sodalitové skupiny (sodalit, nosan, haüyn), zbytek připadá na ostatní foidy (leucit), pyroxeny (egirín) a akcesorie (apatit, titanit).
Největší objem keramických výrobků v současnosti produkuje cihlářská technologie. Cihlářské výrobky představují jednu z nejpoužívanějších skupin stavebních hmot. Ve stavebnictví se cihlářské zboží uplatňuje ve formě pálených zdících materiálů, pro konstrukce stropů i pro krytí střech.
Z hlediska základních fyzikálně-mechanických vlastností se cihlářské výrobky vyznačují: - nasákavostí přibližně 10 – 22 % (u cihel s vysokým stupněm zhutnění – slinutí, jako jsou např. kabřince je nasákavost nižší než 10%), - objemovou hmotností 1000 – 2000 kg.m-3, - pevností v tlaku 3 až 60 MPa; pevnost závisí na teplotě výpalu střepu, - z dalších vlastností je významná mrazuvzdornost, tepelná vodivost (asi 0,5 – 1,0 W.m-1.K-1) a teplotní roztažnost (přibližně 5.10-6 K-1).
Cihlářská výroba - obecné schéma výroby
Cihlářská výroba je založena na použití přírodních surovin, které mají schopnost, po smíchání s vodou, vytvářet plastické těsto. Vytvarované výrobky z tohoto těsta jsou schopny podržet si svůj tvar i po vysušení. Technologie cihlářství tedy spočívá ve zpracování a vyformování výlisků z plastického těsta, jejich vysušení a následném vypálení. Výrobky mají většinou červený střep s pórovitou strukturou.
Technologie cihlářství se může rozdělit do několika dílčích operací (obr. 6): 1. těžba suroviny 2. předpříprava – haldování (odležení) suroviny 3. příprava – míšení, zdrobňování, homogenizace, ostření suroviny 4. vytváření (lisování) výrobků 5. sušení 6. výpal 7. skladování a expedice hotových výrobků
Obr. 6 Obecné technologické schéma cihlářské výroby (Hanykýř, Kutzendörfer 2000; Svoboda et al. 2004).
Cihlářská výroba - hlavní technologické kroky výroby
1. těžba cihlářských surovin: cihlářské suroviny se těží zásadně povrchovým způsobem a téměř výhradně v blízkosti cihelny. Místo těžby cihlářských surovin se obvykle označuje jako hliniště (resp. nesprávně též jako hliník, obr. 7). Těžbu cihlářských surovin v hliništi lze provádět: - v několika etážích (tento způsob je v cihelnách používán ojediněle), - v jedné etáži, a to s dostatečným předstihem skrývky před těžbou.
Pro těžbu většinou nezpevněných nebo jen málo zpevněných cihlářských zemin se obvykle používají jednoduché těžební stroje pro vertikální způsob těžby – korečková, kolesová nebo lopatová rypadla. Kromě dobývacích strojů, těžících surovinu vertikálně se mohou používat také stroje s plochou těžbou (radlicové stroje) – dozery, rozrývače, skrejpry, grejdry (srovnávače).
Obr. 7 Hliniště cihelny ve Stodu (Tondach ČR, s.r.o.) a způsob dobývání lopatovým rypadlem. Foto J. Jirásek, 2007.
Natěžená surovina se z hliniště dopravuje zpravidla na místo ukládky – na haldu. Doprava suroviny může být uskutečňována: - kolejově, tj. polní drážkou s malým rozchodem kolejnic (600 nebo 700 mm) a s obsahem výklopných vozíků 0,75 - 1 m3, které jsou dopravovány diesellokomotivou, - pásovými dopravníky, které jsou konstrukčně upraveny tak, aby bylo snadné jejich prodlužování nebo zkracování a současně i posun do blízkosti rypadla, - nákladními auty (vyžadují zpevněné komunikace a jejich použitelnost je dosti závislá na počasí, je to však značně flexibilní způsob přepravy).
2. Předpříprava suroviny: předpřípravou suroviny se rozumí technologické operace, které předcházejí vlastní přípravě (úpravě) suroviny v závodě. Mezi základní způsoby předpřípravy suroviny patří zejména haldování (obr. 8). Haldování je ukládání (vrstvení) natěžené suroviny na haldy. Halda plní dvě základní funkce: - umožňuje prvotní homogenizaci a částečné odležení suroviny, - vytváří dostatečnou zásobu suroviny.
Navrstvená surovina se na haldě vždy do určité míry promísí (homogenizuje) a zlepší se její stejnorodost. Rozpojení a homogenizace suroviny se může ještě nadlepšit zakrápěním haldy), kdy dojde k rozdělení a nabobtnání jemných zrn jíloviny, což se následně projeví na reologických vlastnostech těsta.
Obr. 8 Haldování natěžené suroviny. Dnes již neprovozovaná cihelna Hrachovec u Valašského Meziříčí. Foto M. Vavro, 2004.
3. Příprava suroviny: příprava cihlářské suroviny je technologický proces, který spočívá v úpravě vlastností natěžené suroviny tak, aby výsledné těsto mělo optimální vlastnosti, stabilizované pro celý objem výroby. Během přípravy suroviny se provádí regulace vlastností změnou množství rozdělávací vody, ostřením, lehčením, odvzdušňováním, odležením, použitím přísad, ale také důslednou homogenizací, drcením, mletím a míšením.
Pro úpravu vlastností plastického keramického těsta se v cihlářství používají zejména tyto základní úpravárenská zařízení: - podávání a dávkování: skříňové a bubnové podavače, na sypké příměsi i podavače šnekové, - míšení a homogenizace: kolové mlýny (obr. 9), talířová mísidla, protlačovací mísidla (obr. 10), - drcení a mletí: kolové mlýny, válcové mlýny, - skladování a odležování: odležárny (obr. 11), odležovací věže, zásobníky. Volba konkrétní varianty přípravy pracovní směsi je závislá na vlastnostech komponent cihlářského těsta a požadavcích na jeho kvalitu.
Součástí přípravných operací, prováděných zpravidla před samotným vytvářením výrobků, je proprařování suroviny horkou párou a odvzdušnění těsta ve vakuové komoře šnekového lisu. Připravené plastické těsto, které vchází do šnekového lisu má vlhkost (tzv. vytvářecí vlhkost, resp. rozdělávací vodu) zpravidla v rozmezí 18 – 22 %. Odležárna plní kromě funkce homogenizační také funkci provozní - zajišťuje zejména dostatečnou zásobu suroviny pro překlenutí špatného nebo zimního počasí, výpadků v těžbě apod.
Obr. 9 Kolový mlýn – jeden ze základních strojů pro zdrobňování a homogenizaci cihlářské směsi. Dnes již neprovozovaná cihelna Hrachovec u Valašského Meziříčí. Foto M. Vavro, 2004.
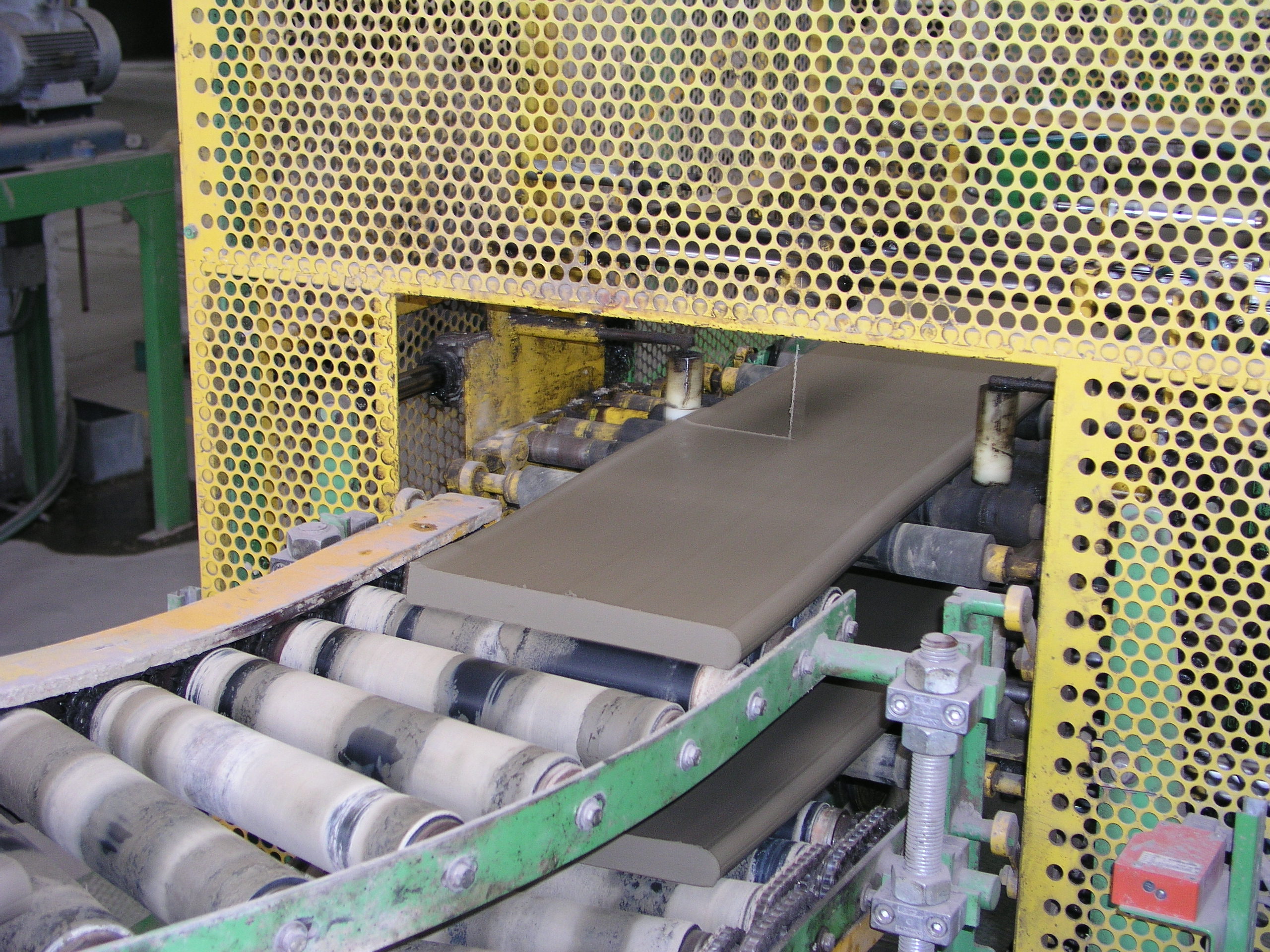
Obr. 10 Protlačování keramického těsta. Tondach ČR s.r.o., cihelna Stod. Foto J. Jirásek, 2007.
Obr. 11 Odležování suroviny v odležárně. Tondach ČR s.r.o., cihelna Hranice. Foto M. Vavro, 2004.
4. Vytváření výrobků: vytváření (tvarování, formování) je keramický technologický postup, kterým se dodává vytvářecí směsi (těstu) žádaný tvar daný buď formou (při vytváření ručním, při ražení) nebo ústím lisu (při vytváření tažením). Vytváření tedy představuje převedení polydisperzního systému keramického těsta v kompaktní systém konkrétních geometrických rozměrů.
Technik tvarování existuje v keramické technologii celá řada, konkrétní způsob tvarování se volí podle tvaru a velikosti výrobku, podle požadované hutnosti a pevnosti, podle požadavků na rozměrovou přesnost, podle množství vyráběných výrobků a v neposlední řadě podle charakteru a vlastností zpracovávané suroviny. V cihlářství se téměř výhradně používá vytváření z plastického těsta, což je nejstarší způsob vytváření v keramice. Naprosto převládající vytvářecí technologií v cihlářství je pak tažení (extrudování) plastického těsta na šnekových lisech (obr. 12).
Obr. 12 Vytváření nekonečného pásma v ústí šnekového lisu. Dnes již neprovozovaná cihelna Hrachovec u Valašského Meziříčí. Foto M. Vavro, 2004.
Tažení je vlastně protlačování plastického těsta vhodně tvarovaným ústím. Používá se pro tvarování keramických výrobků, které mají po celé délce stejný profil. Tažením se vyrábějí výrobky daného tvaru a rozměrů nebo předtažky pro další zpracování. K tažení se používají pásmové lisy, z nichž vychází pásmo hmoty stálého profilu, které se následně odřezává (nejčastěji strunovými odřezávači, obr. 13) na kusy potřebné délky.
Obr. 13 Odřezávání pásma strunovým odřezávačem. Tondach ČR s.r.o., cihelna Hranice. Foto M. Vavro, 2004.
Kromě vytváření tažením na šnekových lisech bývají v cihlářství dále používány tyto způsoby vytváření: - přelisování (ražení) na revolverových lisech při výrobě ražené krytiny (obr. 14), - doplňkové způsoby výroby, velmi ojedinělé a používané pro zvláštní a máločetné výroby (lití, suché lisování, ruční formování pro umělecké a památkové účely).
Obr. 14 Výroba krytiny ražením na revolverovém lisu. Tondach ČR s.r.o., cihelna Hranice. Foto M. Vavro, 2004.
5. Sušení výrobků: sušení je technologický proces, při němž se snižuje obsah vody v sušeném materiálu (výlisku) na vlhkost, která je určena podmínkami výpalu. Přebytečnou vodu je nutno z polotovarů odstranit před výpalem, jinak by v peci došlo k jejich porušení (deformaci nebo destrukci). Doba sušení je závislá na druhu výrobků (síle stěny) a typu sušárny a pohybuje se obvykle v rozmezí cca 12 – 76 hodin. Sušením dochází ke snížení vlhkosti z původní hodnoty rozdělávací vody okolo 20 % na zbytkovou vlhkost 1 – 1,5 % se spotřebou tepla asi 4300 - 6300 kJ.kg-1 odpařené vody. Odpaření vody se projeví kontrakcí výrobku, smrštění sušením činí asi 4 - 6 %.
V cihlářství existuje celá řada typů sušících zařízení. K nejpoužívanějším patří sušárny komorové (pracující periodicky – přetržitě, obr. 15) nebo sušárny kanálové (pracující kontinuálně – nepřetržitě).
Sušení je energeticky velmi náročný proces, proto se k sušení v současnosti využívá odpadního tepla z výpalu.
Obr. 15 Komorová sušárna se zavezenou částí výlisků. Dnes již neprovozovaná cihelna Hrachovec u Valašského Meziříčí. Foto M. Vavro, 2004.
6. Výpal výrobků: výpal je technologický proces, při němž získává cihlářský výrobek své konečné vlastnosti. Zahrnuje celý proces tepelného zpracování vytvarovaného a vysušeného polotovaru od ohřevu vypalovaného tělesa z počáteční teploty na požadovanou vypalovací teplotu, izotermickou výdrž na této teplotě a postupné ochlazování vypalovaného tělesa na teplotu okolí.
Během výpalu proběhnou ve střepu fyzikální, chemické a mineralogické děje, které vedou k dosažení požadovaných vlastností výrobku. Dochází ke ztrátě hmotnosti vypalovaného výrobku, a to v důsledku ztráty vody žíháním, vyhořívání organických látek a termického rozkladu některých sloučenin. Při výpalu dochází rovněž ke smrštění vypalovaného tělesa, délkové změny jsou však celkově menší než při sušení. Jílové minerály ztrácejí výpalem svoji tvárnost, tento proces je ireverzibilní.
V cihlářství se, oproti jiným oborům keramiky, uplatňuje výpal na poněkud nižší vypalovací teploty (zpravidla do 1000 oC, resp. v rozmezí asi 860 – 1050 oC). Doba výpalu činí v průměru 10 až 30 hodin, výpal probíhá v oxidační atmosféře se spotřebou 1100 až 2100 kJ.kg-1 vypálené hmoty, smrštění střepu výpalem činí cca 0,5 – 1 % (Hanykýř, Kutzendörfer 2000).
Z energetického hlediska je výpal nejnáročnější operací v cihlářské výrobě, energie vynaložená na výpal představuje až 50% celkově spotřebované energie.
V současnosti se v cihlářství používají téměř výhradně pece pracující kontinuálně, zejména pece tunelové (obr. 16). V minulosti bylo známo také používání periodických pecí, např. kruhových.
Obr. 16. Tunelová pec a pecní vůz pro výpal výsušků (dnes již neprovozovaná cihelna Hrachovec u Valašského Meziříčí). Foto M. Vavro (2004).
Tunelová pec je pec na nepřetržitý výpal v tunelu, jímž postupuje vklad (výsušky), umístěné zpravidla na pecních vozech a žárové pásmo setrvává zpravidla ve střední části tunelu. Podle množství a velikosti výrobků mohou mít tyto pece různé velký profil tunelu. Režim výpalu v tunelové peci je rozdělen na jednotlivé zóny (pásma): - předehřívací pásmo výsušků včetně vjezdu tunelových pecních vozů, - žárové pásmo včetně systému hořáků a regulace, - chladnoucí (chladící) pásmo a výjezd tunelových vozů (včetně získávání tepla z chladnoucích výrobků pro sušárnu).
7. Skladování a expedice výrobků: po vypálení a ochlazení výrobků nastává závěrečná etapa výrobního procesu. Výrobky procházejí kontrolou kvality (obr. 17), která se provádí např. vizuálně nebo poklepem. Poslední etapou je zapáskování výrobků, paletování a balení do smršťovací fólie. Pálená krytina je před zabalením a kontrolou namáčena do vodní lázně z důvodu rychlého vyhašení případných vápenných součástí.
Obr. 17 Kontrola kvality a expedice hotových výrobků. Tondach ČR s.r.o., cihelna Hranice. Foto M. Vavro, 2004.
Cihlářská výroba - základní suroviny
Cihlářské suroviny patří mezi suroviny keramické. Základními cihlářskými surovinami jsou suroviny střepové, určené k vlastní přípravě střepu. Podle jejich chování po rozdělání s vodou se dají rozdělit na: - tvárlivé (plastické) suroviny - netvárlivé (neplastické) suroviny
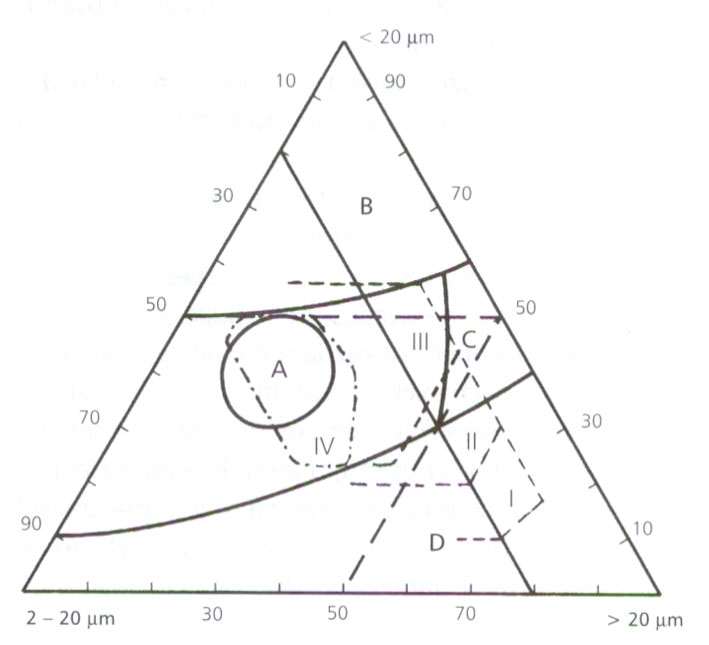
Tvárlivé (plastické) suroviny poskytují po rozdělání s vodou plastické těsto schopné tvarování a následného zpevnění sušením a výpalem. Patří sem jílovité suroviny, tj. produkty zvětrávání hornin s podstatným nebo převažujícím obsahem jílových minerálů. Jílovité suroviny dělíme podle: - obsahu typických jílových minerálů a podle stupně zpevnění sedimentu, - granulometrie - disperze, tj. poměrného zastoupení zrn různých rozměrů (obr. 18).
Obr. 18 Winklerův diagram znázorňující použitelnost cihlářských zemin s různou granulometrií pro základní typy cihlářských výrobků (Svoboda et al. 2004). Vysvětlivky: vhodnost pro výrobu: I – surovina pro plné cihly, II – surovina pro duté a lehčené cihly, III – surovina vhodná pro střešní krytinu, IV – jemné cihlářské výrobky (stropnice, hurdisky). pevnost a plastičnost: A - nejhutnější skladba zrn, B - vysoké smrštění sušením, C - malá pevnost střepu, D - nízká platická pevnost těsta
Netvárlivé (neplastické) suroviny nejsou samy o sobě schopny vytvořit plastické těsto, ale upravují chování surovinové směsi při vytváření, sušení a pálení. Současně tyto suroviny působí na výsledné vlastnosti výrobků tím, že ovlivňují mikrostrukturu vypáleného střepu. Mohou být přírodní povahy (nezpevněné, příp. zpevněné sedimentární horniny) nebo se může jednat i o druhotné suroviny – odpady (popílek, piliny, kaly). Podle jejich funkce v keramickém těstě nebo střepu je rozdělujeme na: - ostřiva – svými vlastnostmi a chemickým složením (povahou zastoupených oxidů) se blíží chemickému složení surovinové směsi. Ovlivňují tvárlivost těsta a chování během sušení a pálení (za syrova snižují plastičnost, nebezpečí smrštění a tvorbu smršťovacích trhlin při sušení, za tepla napomáhají vzájemné reakci s oxidy přítomnými v základní surovině, aby vznikl hutný střep - ovlivňují mikrostrukturu střepu po výpalu). Jako ostřiva se nejběžněji používá písek (křemen), dále kalcinovaný jíl (šamot), popílek, škvára, struska a tzv. zvláštní ostřiva (korund, SiC, wollastonit), - lehčiva – snižují objemovou hmotnost vypáleného střepu a tím zlepšují tepelně izolační vlastnosti výrobku. Mohou působit buď nepřímo (svou nižší objemovou hmotností a objemovým podílem v surovinové směsi – např. křemelina, keramzit, perlit) nebo přímo (po jejich vyhoření se vytvoří ve střepu póry – např. dřevěné piliny, uhelný prach, rašelina).
Cihlářská výroba - cihlářské výrobky
Cihlářské výrobky třídí podle použití na (Pytlík, Sokolář 2002, Svoboda et al. 2004): - výrobky pro svislé konstrukce, - výrobky pro vodorovné konstrukce, - pálenou krytinu, - výrobky pro zvláštní účely.
Cihlářské výrobky pro svislé konstrukce
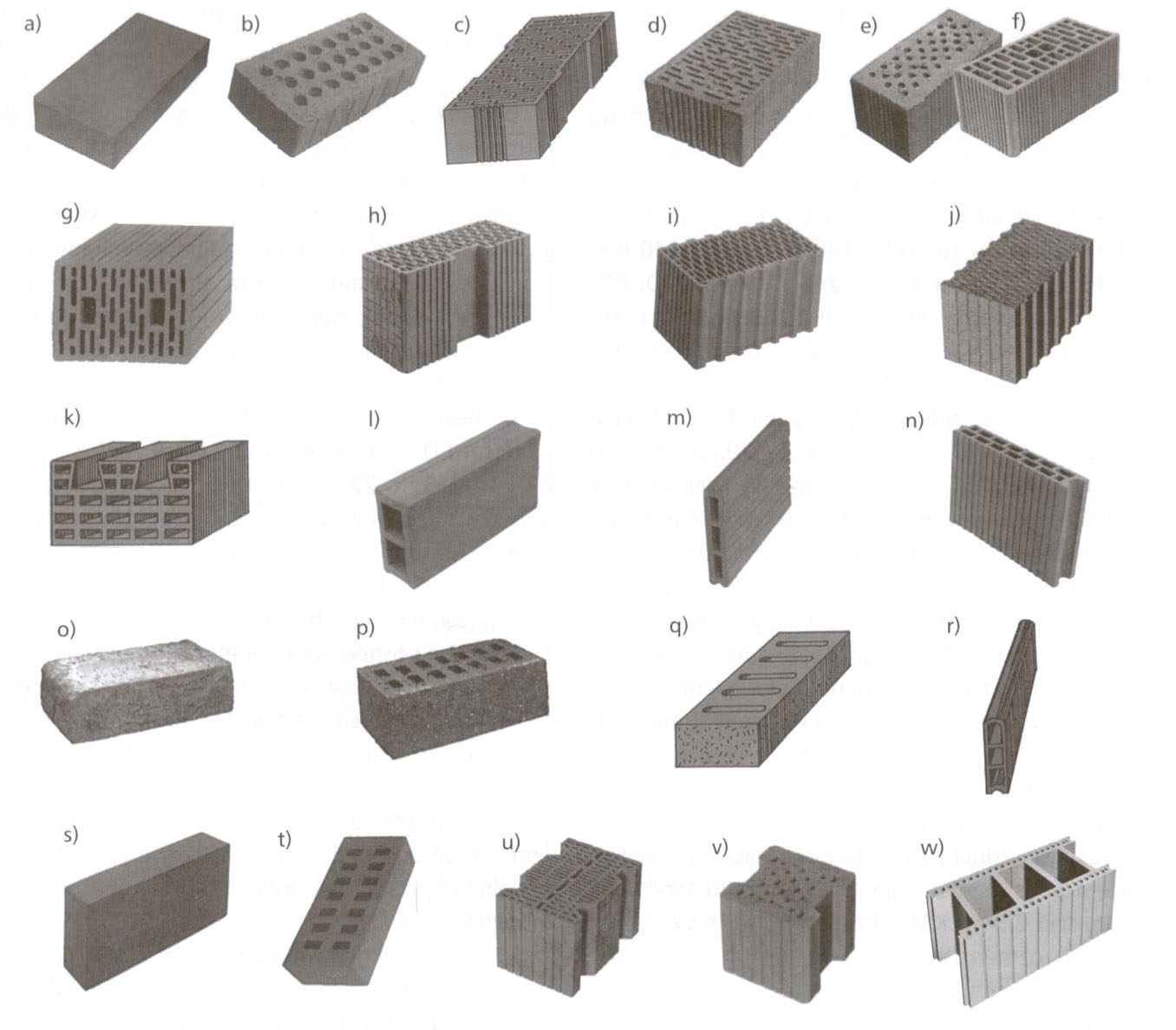
Zdící cihlářské výrobky tvoří rozhodující podíl cihlářské výroby a podle užití se rozdělují na zdící materiály pro vnější obvodové stěny, cihly pro vnitřní stěny, cihly pro zvláštní určení (lícové, kanalizační, komínovky). Zdící cihlářské prvky se vyrábějí zásadně tažením na šnekovém lisu a podle tvaru a rozměrů se rozlišují (viz obr. 19): - cihly plné – CP, kde otvory zaujímají max. 15 % ložné plochy. Vyrábí se malého formátu (mnf) – 250 × 120 × 65 mm, metrického formátu (mf) 240 × 115 × 72 mm a velkého formátu (vf) – 290 × 140 × 65 mm. Maximální objemová hmotnost CP je 1900 kg.m-3. Nasákavost hmotnostní je minimálně 10 %. Součinitel tepelné vodivosti λ = 0,65 – 0,8 W.m-1.K-1. - cihly dutinové – CD, kde převážná část otvorů je tvořena dutinami (tj. s průřezem jednoho otvoru > 25 cm2, oba rozměry otvoru > 15 mm). Většinou se jedná o tenkostěnné výrobky (tloušťka střepu < 20 mm). - cihly děrované – CD - s větším počtem děr a štěrbin (tj. otvory s plochou jednoho < 2,5 cm2), - lehčené cihly mají sníženou objemovou hmotnost lehčením, až již dutinami, dírami či štěrbinami, ale hlavně použitím lehčiv ve výrobní směsi, čímž vznikne střepově lehčený výrobek (např. POROTHERM, THERMOPOR), - lícové cihly určené pro režné zdivo. Vyznačují se ušlechtilou barvou, přesným rozměrem, nižší nasákavostí, mrazuvzdorností a jsou prosty výkvětotvorných solí a cicvárů. Mohou být opatřeny engobou na lícní ploše nebo dezénem (pískované cihly, rustikované cihly). - cihly kanalizační (rovnoběžky a klíny) s malou nasákavostí (do 14 – 16 %) a vysokou pevností v tlaku (až 35 MPa), - komínovky pro zdění továrních komínů s objemovou hmotností až 1990 kg.m-3 a pevností v tlaku až 35 MPa, - ručně tvarované výrobky pro rekonstrukci kulturních památek, - klinkery – mrazuvzdorné cihly s pevností v tlaku větší než 28 MPa, objemovou hmotností nejméně 1900 kg.m-3 a nasákavostí do 7 %.
Obr. 19 Základní typy cihlářských výrobků pro svislé konstrukce (Svoboda et al. 2004). Legenda: a - cihla plná, b - cihla odlehčená, c - cihla děrovaná modulová, d - cihla děrovaná (kvádr), e - cihla děrovaná metrického formátu, f - voštinová cihla, g - cihla děrovaná Týn, h - tvarovka typu Therm rohová, i - tvarovka typu Therm P+D, j - superizolační tvarovka, k - tvarovka pro keramické dílce, l - příčkovka dutinová, m - příčkovka drážkovaná, n - příčkovka svisle děrovaná typu Therm P+D, o - lícová cihla plná, p - lícová cihla děrovaná, q - lícová cihla dělivka, r - příčkovka, s - Klinker plná, t - Klinker svisle děrovaná, u - Porotherm 36,5 AKU, v - Porotherm 25 AKU, w - akustická tvarovka šalovací.
Cihlářské výrobky (prvky) pro horizontální konstrukce
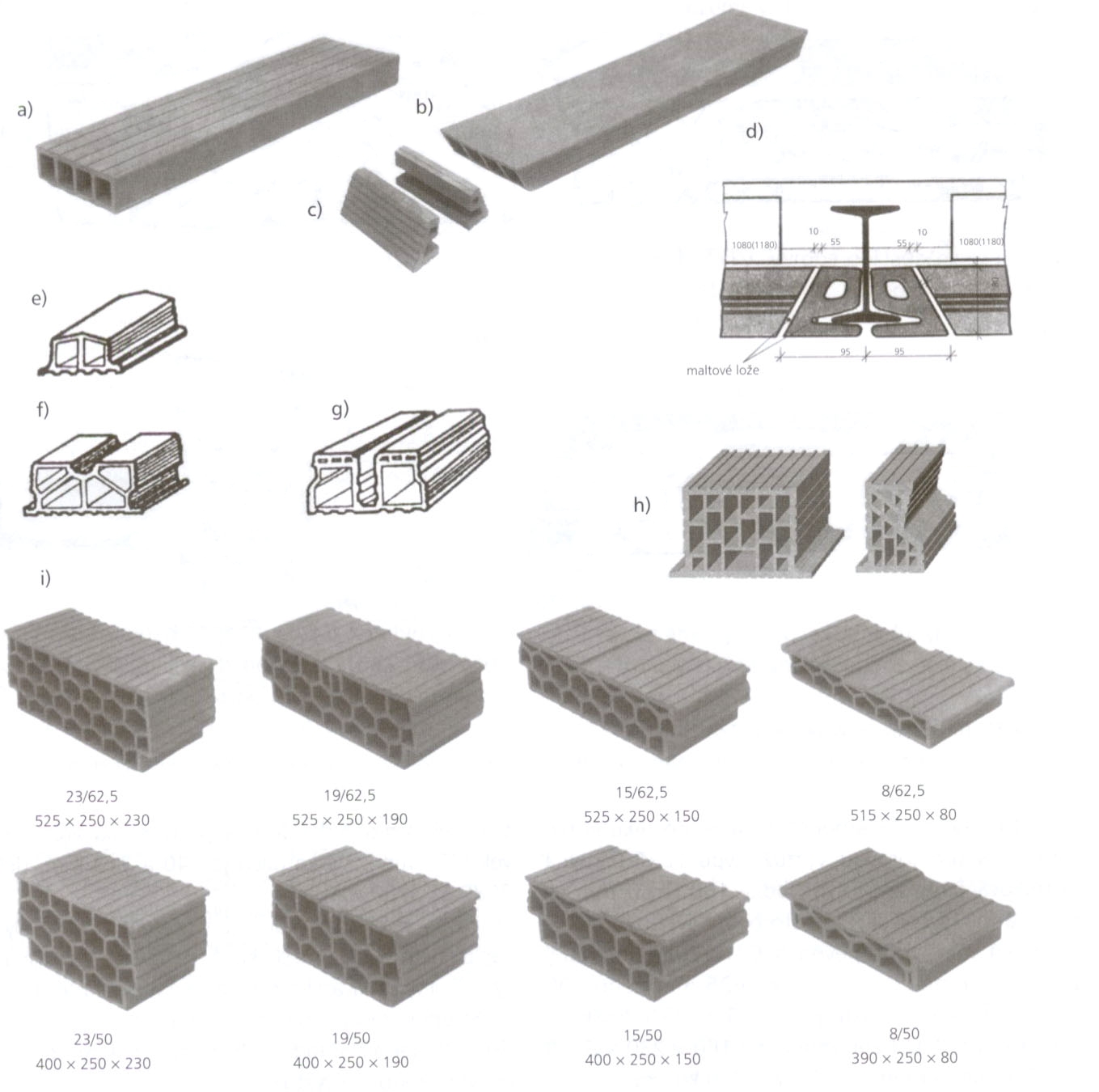
Cihlářské výrobky pro horizontální konstrukce (obr. 20) se vždy uplatňují ve spojení s železobetonem tím, že vytvářejí jednak tzv. ztracené bednění nebo se jedná o žebrovou stopní desku s rovným podhledem. Cihlářské tvarovky se používají jako (Pytlík 1995): - keramické nosníky a překlady nad okenními a dveřními otvory anebo k vytváření věnců v obvodu stropní roviny, - skládané stropy, sestávající se z nosníků (keramické, ocelové, železobetonové nebo z předpjatého betonu) a keramických vložek (typu HURDIS, MIAKO apod.), - keramické stropní dílce vyskládané ze stropních tvarovek.
Obr. 20 Základní cihlářský výrobky pro svislé konstrukce - stropní dílce (Svoboda et al. 2004). Legenda: a - hurdiska 1 s kolmými čely, b - hurdiska 2 se šikmými čely, c - patka, d - detail uložení hurdisek 2 na patky, e - vložka Simplex, f - tvarovka Armo, g - tvarovka U, h - celá a poloviční tvarovka HELUZ, i - sortiment stropních vložek Miako.
Pálená krytina
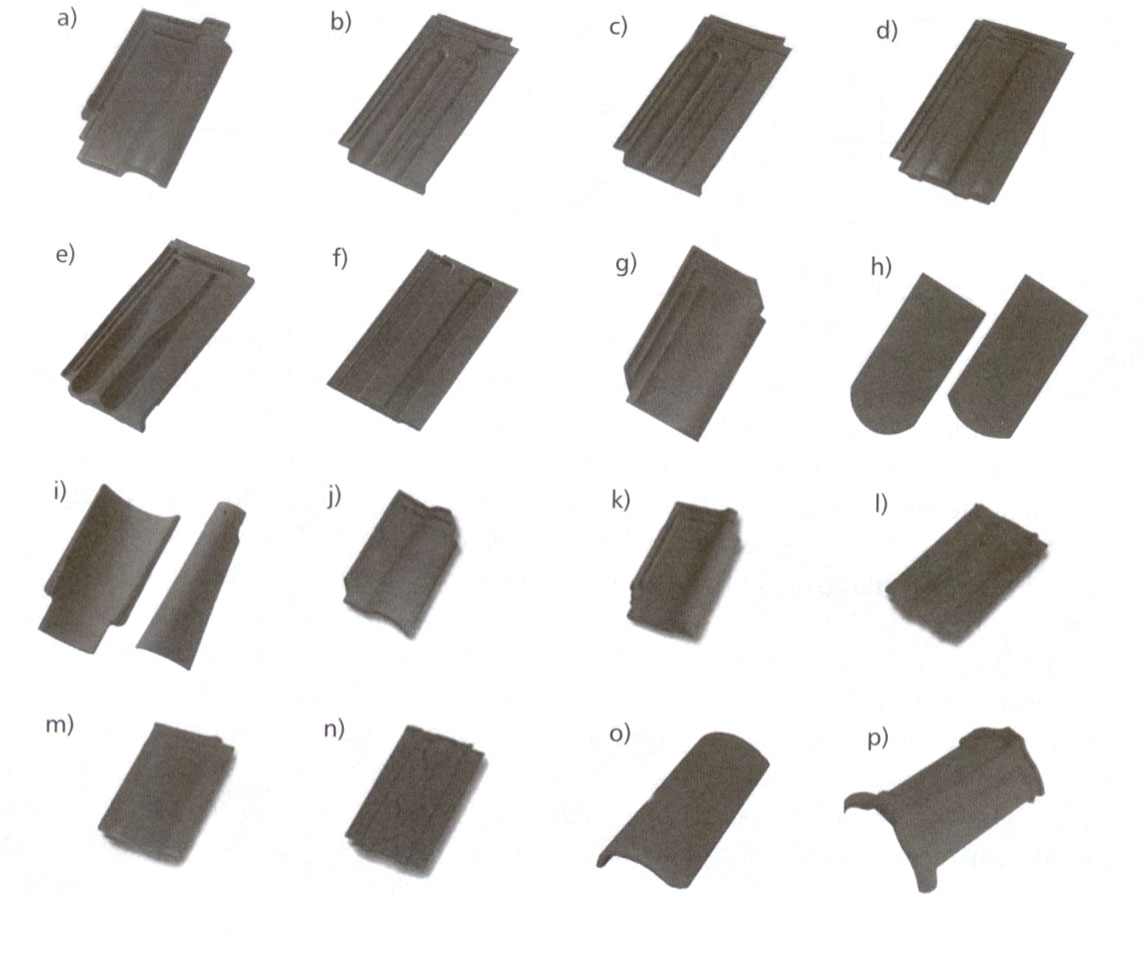
Pálená krytina se používá k pokrývání střech s dřevěnou konstrukcí krovu. Je vhodná pro sklony střešních plášťů nad 35o a pro nadmořskou výšku staveb do 400 m. Pálenou krytinou se rozumějí různé druhy tašek, které se vyrábějí buď tažením na šnekových lisech (tažená krytina) nebo ražením na revolverových lisech (ražená krytina). Tažené tašky nemají příčné drážky, pouze je vytvářen ozub pro uchycení na latění. Výhodou taškových střech je jejich rychlá montáž a snadná opravitelnost. Základními typy keramických tašek jsou (obr. 21): - bobrovky vyráběné tažením s povrchem drážkovaným nebo hladkým v délce 380 až 400 mm s dolní zaoblenou hranou, hladké nebo rýhované. Šířka je 175 - 180 mm, - drážková tažená krytina (obdélníkového tvaru, rozměrů 400 × 225 × 24 mm), hmotnost tašky asi 2,6 kg, únosnost 80 kg, - ražená krytina vyráběná na revolverových lisech, má podélné i příčné drážkování, jejichž funkce zabezpečuje střešní plášť proti zatékání. Krycí délka tašek je 335 ± 8 mm, šířka 205 ± 5 mm. - prejzy sestávající se ze dvou odlišných tvarů - hák (korýtko - spodní část) a prejz (kůrka - vrchní část). Používá se hlavně ke krytí památkových objektů a významných budov, kde dosahuje požadovaného architektonického účinku. Háky jsou vyráběny v rozměrech 380 × 200 mm, prejzy 380 × 60/100 mm (šířka se zužuje), - hřebenáče - dodávají se v druzích drážkový a hladký. Hladké hřebenáče se používají ke krytí hřebenů a nároží střech z tašek bobrovek, tašek drážkových tažených a prejzů. Drážkové hřebenáče se pak používají na střechy z tašek drážkových ražených.
Obr. 21 Základní typy pálené střešní krytiny (Svoboda et al. 2004). Legenda: a - Románská 12, b - Francouzská 12, c - Francouzská 14, d - Univerzál 12, e - Brněnka 14, f - Varia 14, g - Holland, h - bobrovka, i - prejz spodní a vrchní, j - Portugal, k - Jirčanka, l - Falcovka 11, m - Stodo 12, n - Srdcovka 11, o - hřebenáč hladký, p - hřebenáč drážkový.
Ostatní (zvláštní) cihlářské výrobky
K ostatním cihlářským výrobkům řadíme: - cihelné drenážní trubky (trativodky), - cihelnou dlažbu (půdovky, stájovky), - cihelné obklady, - cihelné plotovky, - antuku.
Procesy při výpalu cihlářského střepu
Výpal je technologický proces, při němž získává cihlářský výrobek své konečné vlastnosti. Při výpalu probíhají ve střepu jak fyzikální, tak chemické děje. Zároveň dochází, díky zvyšující se teplotě, také ke změnám fázovým (mineralogickým). Veškeré tyto reakce jsou značně složité a často se vzájemně ovlivňují.
Základními reakcemi při výpalu jsou (Lach 1986, Pytlík 1995, Gregorová 1996): - dehydratace, resp. dehydroxilace (tj. ztráta volné a vázané vody), - oxidace (tj. vyhořívání) organických látek, - termická disociace (tj. tepelný rozklad, typický zejména u karbonátů), - polymorfní transformace (tj. změna krystalové modifikace, typická u křemene), - reakce v tuhé fázi před slinováním (např. vznik spinelové fáze z metakaolinitu), - tavení, tj. tvorba skelné fáze.
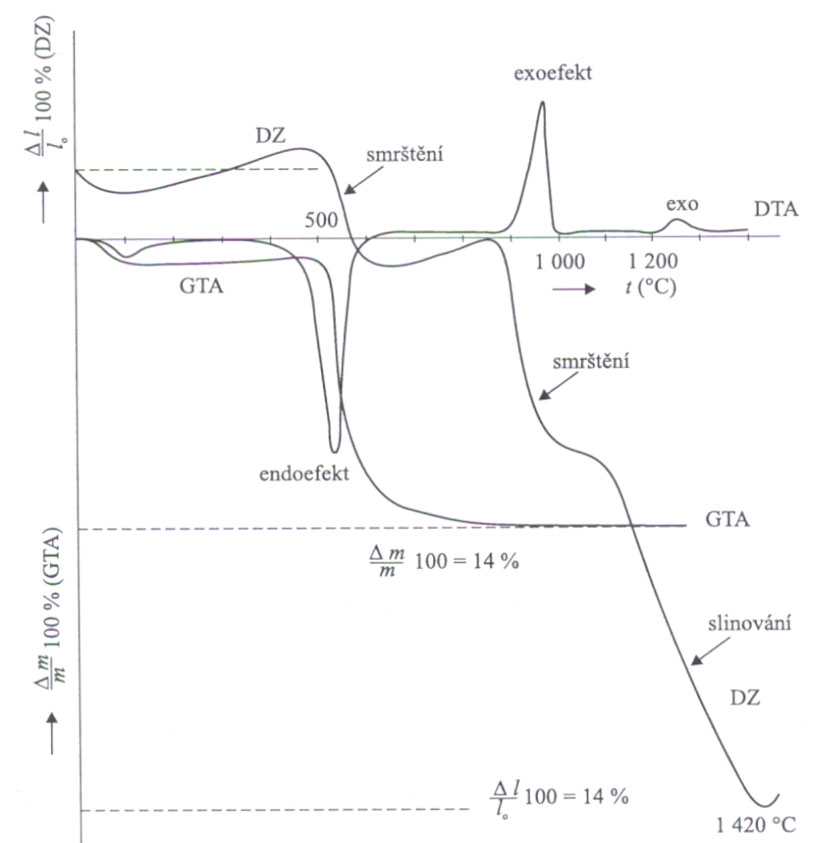
S postupně narůstající teplotou lze (zjednodušeně) v cihlářském střepu popsat tyto hlavní chemické a mineralogické reakce: - v teplotním intervalu od běžné teploty do asi 200 až 250 oC se z materiálu uvolňují zbytky vlhkosti, která nebyla odstraněna při sušení; jedná se vodu adsorbovanou v pórech materiálu, - při asi 200 oC začíná uvolňování prchavých hořlavých látek, jejich spalování nastává - pokud je přítomen kyslík - až při asi 350 oC, do asi 300 oC zároveň těkají uhlovodíky, pokud jsou ve střepu přítomny (např. z mazacích olejů), - při poměrné nízkých teplotách dochází k rozkladu sirníku železa – pyritu (FeS2), který se oxiduje při teplotách asi 350 - 450 oC podle rovnice: FeS2 + O2 ® FeS + SO2 - v rozmezí zhruba 450 – 600 oC probíhá dehydroxilace kaolinitu (obr. 22) jako jednoho ze základních jílových minerálů, a to podle schematické rovnice: Al2Si2O5(OH)4 ® Al2Si2O7 + 2H2O respektive Al2O3 · 2 SiO2 · 2 H2O ® Al2O3 · 2 SiO2 + 2H2O kaolinit metakaolinit
Obr. 22 DTA/TG křivka znázorňující průběh výpalu kaolinitu (Hanykýř, Kutzendörfer 2000).
- podobné teplotní rozmezí dehydroxilace má i další ze základních jílových minerálů – illit (asi 500 - 650 oC), v případě montmorillonitu je teplota, při níž dochází ke ztrátě vázané vody podstatně vyšší – přibližně 700 - 950 oC, - při 573 oC (a atmosférickém tlaku 0,1 MPa) dochází k reverzibilní (vratné) polymorfní přeměně nízkoteplotního α-křemene na vysokoteplotní β-křemen, tato reakce je provázena objemovými změnami, - při teplotách nad 800 oC dochází k disociaci základních karbonátů. Kalcit jako uhličitan, který je obsažen v každé cihlářské zemině, vykazuje maximum disociace při 920 - 960 °C, - při teplotách nad asi 800 °C zároveň dochází k syntéze nových minerálních fází (amorfních nebo krystalických): - nad asi 950 - 1000 oC probíhají složité fázové přeměny metakaolinitu na Al-spinely podle rovnice: 2 (Al2O3 . 2 SiO2) ® 2 Al2O3 . 3 SiO2 + SiO2 a následným vznikem mullitu a cristobalitu, - reakcí metakaolinitu (Al2O3 · 2 SiO2) s velmi reaktivním volným vápnem (CaO) vznikají fáze typu gehlenitu (2 CaO . Al2O3 . SiO2) a anortitu (CaO . Al2O3 . 2 SiO2). - nad 1000 oC začíná proces tavení a dochází ke tvorbě skelné fáze.
Použitá a doporučená literatura Gregerová, M.: Petrografie technických hmot. Brno: skripta PřF Masarykovy univerzity v Brně, 1996. 139 s. Hanykýř, V., Kutzendörfer, J.: Technologie keramiky. Hradec Králové: Vega, 2000, 287 s. Herainová, M.: Keramické obkladové materiály. Praha: Silikátová svaz, 2003, 31 s. Hlaváč, J.: Základy technologie silikátů. Praha: SNTL/Alfa, 1988, 515 s. Jirásek, J., Sivek, M.: Ložiska nerostů. Ostrava: Ministerstvo školství, mládeže a tělovýchovy ČR & Vysoká škola báňská - Technická univerzita Ostrava, 2007. Konta, J.: Keramické a sklářské suroviny. Praha: Univerzita Karlova, 1982, 364 s. Kužvart, M. et al.: Ložiska nerudních surovin ČSR. Praha: Univerzita Karlova, 1983. 521 s. Lach, V.: Keramika I. Praha: SNTL, 1986, 153 s. Neužil, J.: Titan v keramických surovinách. Acta Universitatis Carolinae - Geologica, 1989, Vol. 33, No. 2, s. 199 - 208. Pytlík, P.: Cihlářství. Brno: skripta VUT Brno, CERM, 1995. 264 s. Pytlík, P., Sokolář, R.: Stavební keramika, technologie, vlastnosti a využití. Brno: CERM, 2002. 285 s. Starý, J. et al.: Surovinové zdroje České republiky. Nerostné suroviny (stav 2005). Praha: Ministerstvo životního prostředí, 2006. 302 s. Svoboda, L. et al.: Stavební hmoty. Bratislava: Jaga, 2004. 471 s.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||