|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ANORGANICKÁ POJIVA
- fázové složení sádry a síranových pojiv - základní druhy sádry a síranových pojiv - tuhnutí a tvrdnutí vzdušného vápna - cement v Čechách a na Moravě - fázové složení portlandského slínku Použitá a doporučená literatura
Kliknutím na obrázek ho zobrazíte v úplné velikosti.
Termínem pojiva se označují látky, které lze upravit do tekuté nebo kašovité formy a které pak z této formy relativně snadno přecházejí do formy pevné. V důsledku tohoto procesu mají pojiva schopnost spojit nesoudržná zrna nebo kusy různých látek v soudržnou, kompaktní hmotu. Proces zpevňování lze rozdělit na dvě na sebe navazující stadia - tuhnutí a tvrdnutí. Ve fázi tuhnutí ztrácí tekutá nebo kašovitá hmota svoji původní zpracovatelnost a postupně nabývá charakteru pevné látky. Ve fázi tvrdnutí pak vzniklá pevná látka postupně získává vyšší pevnost, která je potřebná při praktickém použití pojiva v konkrétní stavební aplikaci. Ve stavebnictví převažují pojiva založená na anorganické bázi. Anorganická pojiva lze rozdělit na:
- pojiva mechanická – během procesů tuhnutí a tvrdnutí nedochází u těchto pojiv ke změně chemické podstaty látky (např. jíly a hlíny),
- pojiva chemická – během procesů tuhnutí a tvrdnutí se odehrávají chemické reakce a dochází ke vzniku nových minerálních fází, resp. nových chemických sloučenin.
Chemická pojiva založená na anorganické bázi pak lze, podle prostředí, v němž dochází k tuhnutí a tvrdnutí a podle jejich stálosti ve vodném prostředí rozdělit na:
- pojiva vzdušná – k jejich vytvrzení dochází pouze na vzduchu, avšak ani po dokonalém vytvrzení nejsou tato pojiva zcela odolná vůči vodě (sádra a síranová pojiva, hořečnaté pojivo, vzdušné vápno),
- pojiva hydraulická – jsou pojiva, která po smíchání s vodou a zpravidla po počátečním zatuhnutí na vzduchu jsou schopna dále tuhnout a tvrdnout na vzduchu i pod vodou (hydraulické vápno, cementy).
Při výrobě hydraulických pojiv se často uplatňují speciální příměsi, které upravují požadované vlastnosti maltovin. Jsou to zejména:
- latentně hydraulické látky – anorganické látky, které samy rozdělány s vodou netuhnou ani netvrdnou, ale po přidání určitého množství „budiče“ (aktivátoru, např. CaO) vykazují s vodou hydraulické vlastnosti (typickou přísadou tohoto typu je vysokopecní granulovaná struska),
- pucolány – křemičité nebo hlinitokřemičité anorganické látky, které nemají žádné nebo jen velmi slabé pojivové vlastnosti. V přítomnosti hydroxidu vápenatého však vytvářejí hydratační produkty, které jsou podobné produktům hydratace portlandského cementu. Jedná se buď o přírodní pucolány – pemzu, tufy, tras a křemelinu – nebo o pucolány umělého původu – suché elektrárenské popílky, kalcinované břidlice a metakaolín.
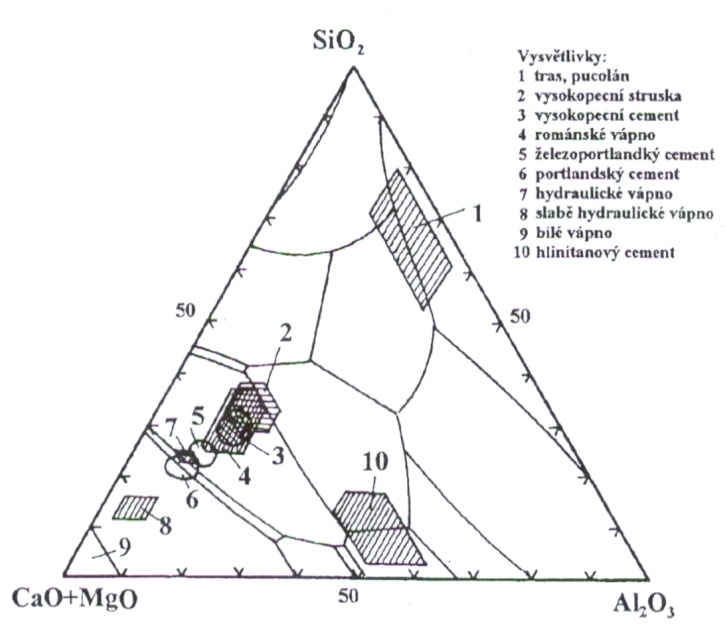
Chemické složení základních druhů vzdušných a hydraulických pojiv se dá vyjádřit ternárním diagramem soustavy SiO2 – (CaO + MgO) – Al2O3 (tzv. Rankin – Wrightovým diagramem, viz obr. 1).
Obr. 1 - Chemismus hlavních typů anorganických pojiv v soustavě SiO2 – (CaO + MgO) – Al2O3. Podle Hlaváče (1988) a Gregerové (1996).
Sádra a další typy síranových pojiv patří mezi vzdušné maltoviny. Základem těchto pojiv jsou různé formy síranu vápenatého (CaSO4), proto někdy bývá tato skupina označována také jako vápenosíranová pojiva. Nejběžnějším vápenosíranovým pojivem je sádra - anorganické práškové pojivo, získané tepelným zpracováním (tj. částečnou nebo úplnou dehydratací) přírodního nebo umělého sádrovce (CaSO4 . 2 H2O). Sádra patří k nejdéle používaným pojivům, byla známa již v Egyptě nebo v Asýrii. V Evropě je používána od raného středověku. Sádra má schopnost hydratovat (tuhnout) různou rychlostí podle toho, jakým způsobem byla připravena. Snadno se zpracovává a lze ji přizpůsobit různým stavebním nebo technickým účelům. Sádra se vyznačuje schopností pohlcovat vlhkost (je hygroskopická), což se pozitivně uplatňuje zejména při regulaci vlhkosti v obytných prostorách. Objemové změny v průběhu tvrdnutí sádry jsou poměrně velmi malé, nízká je také tepelná vodivost. Základními nedostatky sádry je její citlivost na vlhkost a zejména pokles pevnosti ve vlhkém prostředí. Rovněž koroze výztuže v sádrových materiálech je poměrně vysoká, a to díky jejich velké pórovitosti. Navíc sádrová pojiva nevytvářejí, na rozdíl od vápna nebo cementu, alkalické prostředí, v němž by ocel byla pasivována. Vzhledem k nízké objemové hmotnosti a vysoké pórovitosti má sádra malou zvukovou pohltivost.
Sádru je možno vyrábět několika technologickými postupy. Konkrétní výrobní postup a zařízení se volí podle toho, jaké budou požadavky na vyrobenou maltovinu a jaké suroviny jsou k dispozici. Před výpalem suroviny je zpravidla natěžená hornina podrcena a uložena v zásobnících. Ke kalcinaci (dehydrataci) sádrovce může docházet např. v:
- sušících rotačních mlýnech, v nichž se surovina mele a současně kalcinuje procházejícím teplým vzduchem (používá se zejména pro výrobu rychle tuhnoucího β - hemihydrátu),
- rotačních pecích s přímým nebo nepřímým zahříváním, vytápěných plynem nebo olejem,
- šachtových pecích při teplotách 800 až 1000 oC (tento způsob slouží k výrobě pomalu tuhnoucí sádry),
- tzv. vařácích – kovových kotlích o objemu 5 – 15 m3, které jsou opatřeny míchadlem a v nichž se pomletý sádrovec za přívodu tepla míchá a unikající pára nakypřuje („vaří“) vznikající sádru; teplota suroviny dosahuje 130 – 150 oC (jedná se o starší, periodický způsob výroby),
- autoklávech, které pracují s přetlakem při teplotě okolo 120 oC (jde o ekonomicky velmi nákladný postup, který ale produkuje nejkvalitnější α - sádru).
K výrobě vápenosíranových pojiv se používají jak suroviny přírodní (primární), tak i suroviny odpadní (druhotné):
- přírodní sádrovec – přírodní forma dihydrátu síranu vápenatého (CaSO4 . 2 H2O), který vzniká odpařováním (evaporací) mořské vody z uzavřených mořských nebo jezerních pánví - lagun nebo tzv. salin. Pozn.: Jedinou ložiskovou oblastí s výskytem průmyslových ložisek přírodního sádrovce v České republice je opavská pánev s usazeninami třetihorního stáří v okolí Opavy a Hlučína. Zdejší evaporitová formace náleží středně badenským uloženinám karpatské čelní předhlubně. Těžba sádrovce probíhá v této oblasti již od konce první poloviny 19. století, v současnosti (od roku 1964) je v provozu jediný lom u obce Kobeřice. Ložiskové detaily viz Jirásek, Sivek (2007). - přírodní anhydrit – přírodní forma bezvodého síranu vápenatého (CaSO4), která je spolu se sádrovcem a případně také halitem (solí kamennou), součástí evaporitových ložisek. Má tedy stejný způsob vzniku jako sádrovec a jejich vznik závisí pouze na teplotě roztoku. V evaporitových sedimentech ale může vznikat také dehydratací (ztrátou vody) ze sádrovce; naopak sádrovec může vznikat hydratací anhydritu.
- průmyslové (syntetické) sádrovce – jedná se o druhotné suroviny vznikající buď při odsiřování spalin tepelných elektráren a tepláren (tzv. energosádrovce), nebo jako vedlejší produkt v chemickém, potravinářském nebo sklářském průmyslu (tzv. chemosádrovce). Energo- i chemosádrovce představují v současnosti plnohodnotnou náhradu přírodního sádrovce. Používají se pro výrobu sádry, sádrokartonových desek a dalších výrobků na bázi sádry nebo jako regulátor tuhnutí při výrobě cementu. Zpravidla mají vysoký obsah sádrovce (často nad 90 %), od přírodní suroviny se však odlišují malou velikostí zrna a vyšší vlhkostí.
fázové složení (mineralogie) sádry a síranových pojiv O vlastnostech sádry a sádrových maltovin rozhoduje jejich mineralogické složení. Nejběžnější reakcí při výrobě sádry je částečná dehydratace (při teplotách 110 až 150 oC) dihydrátu na půlhydrát (hemihydrát, minerál bassanit), kterou lze popsat následující rovnicí:
CaSO4 . 2 H2O + teplo ® CaSO4 . ½ H2O + 1,5 H2O
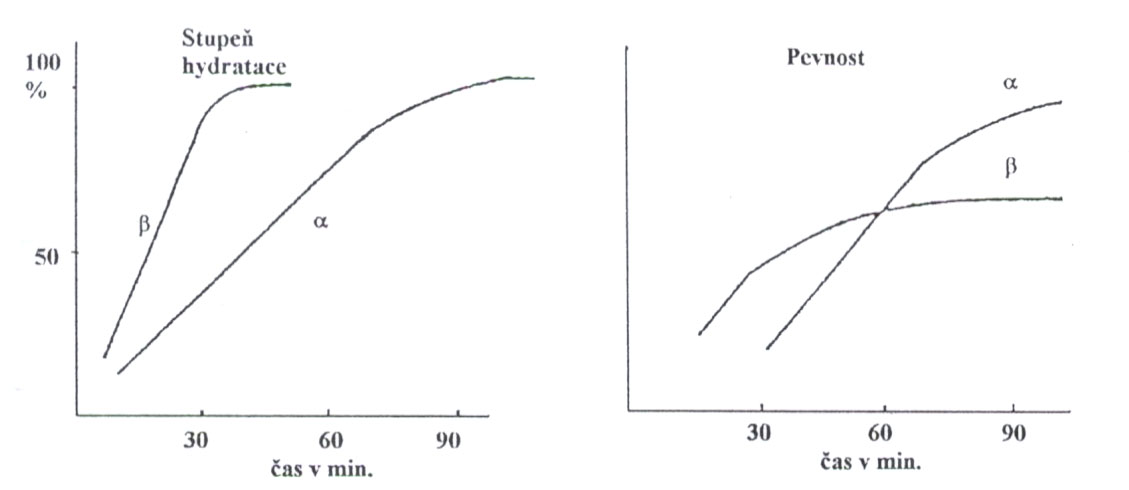
Podle způsobu tepelného zpracování vznikají z výchozí suroviny různé krystalické formy hemihydrátu (tzv. α a β-sádra), které se svými vlastnostmi podstatně liší:
- α - hemihydrát (α - sádra) – vzniká v prostředí nasyceném vodní parou již od 115 oC (vyrábí se autoklávovacím procesem). α - hemihydrát má kompaktnější, uspořádanější krystalovou strukturu a vytváří pravidelně uspořádané, jehlicovité krystaly. Vyžaduje méně vody k hydrataci (v/s = 0,40), tuhne za 15 až 20 minut a po zatvrdnutí kaše vykazuje vyšší pevnosti.
- β - hemihydrát (β - sádra) – vzniká v prostředí nenasyceném vodní parou běžným zahříváním sádrovce (na teplotu 100 až 150 oC) za atmosférických podmínek. Pro výrobu β - hemihydrátu je žádoucí co nejvyšší obsah dihydrátu (sádrovce), přítomnost anhydritu by mohla ovlivnit kvalitu výsledného produktu. Částice β - hemihydrátu jsou pórovité a mají nepravidelný tvar. β - hemihydrát má větší počet krystalových poruch v krystalové mřížce, při stejné zrnitosti má větší měrný povrch než α - sádra, a tím i větší potřebu záměsové vody (v/s = 0,60). Z toho pak vyplývá i nižší pevnost zatvrdlé b - sádry.
Základní rozdíly mezi α a β - hemihydrátem jsou uvedeny v tab. 1 a na obr. 2. Hemihydrátová sádra je základem rychle tuhnoucích druhů sádrových pojiv.
Tab. 1 Porovnání α a β - hemihydrátu. Podle Gregerové (1996), Adámka et al. (1997) a Svobody et al. (2004).
Obr. 2 Srovnání průběhu hydratace a nárůstu pevnosti u α a β - sádry. Podle Gregerové (1996).
Kalcinací sádrovce za vyšších teplot vznikají různé typy anhydritu. Jako první vzniká anhydrit III, který má opět dvě formy - α a β - podle toho, zda vznikl z α nebo β - hemihydrátu. Alfa modifikace vzniká při teplotách 200 až 210 oC, beta modifikace při teplotách 170 až 180 oC. Obě formy anhydritu III jsou nestálé (rozpustné) a přeměňují se zpětně na hemihydrát, a to i působením vzdušné vlhkosti. Uvedené modifikace anhydritu III se v přírodě nevyskytují, tvoří však součást rychle tuhnoucí sádry. Anhydrit III přechází po dalším zahřátí na anhydrit II, u něhož se podle stupně zahřátí rozlišují:
- anhydrit II-T – jen slabě rozpustný, vzniká při teplotě výpalu 200 – 300 oC, jeho reakce s vodou s rostoucí teplotou výpalu klesá,
- anhydrit II-N – nerozpustný, vzniká při teplotě 300 – 600 oC, s vodou reaguje velmi pomalu,
- anhydrit II-E (tzv. estrichová sádra), je vysokoteplotní modifikací CaSO4, která vzniká při teplotě výpalu nad 600 oC, kdy se již část AII rozpadá na CaO a SO2. Schopnost reakce s vodou je minimální.
Anhydrit II je jedinou modifikací bezvodého CaSO4, která je za normálních (přírodních) podmínek stabilní. Při zahřívání nad 1200 oC přechází anhydrit II v anhydrit I, který však vždy obsahuje volný CaO. Anhydrit I je nestabilní a při ochlazení pod 1200 oC přechází zpět na anhydrit II.
Základní vlastnosti a vztahy mezi jednotlivými fázemi systému CaSO4 – H2O jsou uvedeny v tab. 2 a na obr. 3.
Tab. 2 Základní fáze systému CaSO4 – H2O a jejich vlastnosti. Podle Gregerové (1996).
Obr. 3 Schéma dehydratace sádrovce a vznik jednotlivých fází v systému CaSO4 – H2O. Využívá symboly tab. 2. Podle Gregerové (1996) a Svobody et al. (2004).
základní druhy sádry a síranových pojiv Sádru a sádrové maltoviny rozdělujeme podle různých hledisek, např. podle použití, podle způsobu výroby nebo podle technologických vlastností. Podle technologických vlastností se zpravidla sádra dělí na:
rychle tuhnoucí sádru,
pomalu tuhnoucí sádru,
sádrové maltoviny, modifikované přídavkem přísad nebo příměsí,
anhydritovou maltovinu.
Rychle tuhnoucí sádra – skládá se především z hemihydrátu (α i β) a menšího množství anhydritu III (α i β). Vzniká při teplotách do 150 oC, maximálně 170 oC. K rychle tuhnoucím druhům sádry patří: - stavební sádra, která obsahuje pouze β - hemihydrát a ze které se vyrábějí stavební dílce, omítky, sádrokarton, sádrovláknité desky, - štukatérská sádra, obsahující α i β - hemihydrát, - modelářská sádra, tvořená převážně α - hemihydrátem a používaná např. v keramickém průmyslu pro výrobu sádrových forem.
Pomalu tuhnoucí sádra – tato sádra se získává výpalem sádrovce na teploty 800 - 1000 oC, kdy se CaSO4 snáze rozkládá na CaO a SO2. Tvoří ji anhydrit I a II (asi 80 %), volné CaO (do 5 %) a hemihydrát (asi 15 %). Tuhnutí začíná u této sádry za 2 až 5 hodin a končí většinou za 9 až 12 hodin, ale může trvat i 40 hodin. Pomalu tuhnoucí sádra se používá výhradně ve stavebnictví, především na podlahy, obkladové desky, omítky.
Modifikovaná sádra – je sádra, do které byly přidány přísady nebo příměsi (struska, cement, pucolány) pro zlepšení zpracovatelnosti, přilnavosti nebo dalších vlastností. Do této skupiny pojiv by se daly zařadit také tzv. historické sádroviny (De Wyldova, Scotova, Pariánská sádrovina nebo Keenův cement), které vznikaly výpalem sádrovce např. s vodním sklem, boraxem nebo kamencem.
Anhydritová maltovina – toto pojivo se vyrábí jemným semletím přírodního anhydritu nebo anhydritu II, vzniklého výpalem sádrovce do 500 oC a vhodného budiče (např. cementem, vápnem, struskou, síranem sodným apod.).
Klasifikaci sádry a technické požadavky na jednotlivé skupiny uvádí ČSN 72 2301. Podle této normy se sádra rozlišuje podle:
- pevnosti v tlaku (v MPa) na třídy G-2, G-3, G-4, G-5, G-6, G-7, G-10, G-13, G-16, G-19, G-22 a G-25, kde číslo u každé pevnostní třídy udává nejmenší pevnost v MPa po dvou hodinách,
- doby tuhnutí na rychle tuhnoucí, normálně tuhnoucí a pomalu tuhnoucí,
- jemnosti mletí na hrubě mletou, středně mletou a jemně mletou. Požadavky na doby tuhnutí a jemnosti mletí jsou uvedeny v tab. 3. Doporučené použití jednotlivých tříd sádry ve stavebnictví a průmyslu je prezentováno v tab. 4.
Tab. 3 Požadavky na doby tuhnutí a jemnosti mletí sádry podle ČSN 72 2301.
Tab. 4 Doporučené použití sádry podle ČSN 72 2301.
Mechanismus tuhnutí sádry je přesně opačným procesem než její výroba ze sádrovce a lze zjednodušeně popsat rovnicí:
CaSO4 . ½ H2O + 1,5 H2O ® CaSO4 . 2 H2O + teplo
Sádra se po smíchání s vodou rozpustí a vytvoří přesycený roztok, ze kterého vykrystaluje dihydrát CaSO4 . 2H2O. Krystaly dihydrátu postupně rostou a vzájemně srůstají, čímž vytvářejí pevný produkt. Rychlost tuhnutí sádry závisí na tom, kolik obsahuje anhydritu. Čím je vyšší teplota výpalu sádry, tím obsahuje více anhydritu a tím pomaleji tuhne. Doba tuhnutí sádry závisí na řadě faktorů, obecně ji lze zkrátit prodloužením doby míchání, snížením vodního součinitele, zvýšením teploty záměsové vody nebo přidáním urychlovačů tuhnutí (NaCl, KCl, Na2SO4). Některé látky naopak dobu tuhnutí sádry prodlužují (klíh, kreatin, melasa, mléko, agar, kyselina citrónová) (Škvára 1995a).
Vzdušné vápno je typickým představitelem vzdušných pojiv a zároveň patří k nejdéle používaným pojivům vůbec. Technicky vzato je vápno názvem pro oxid vápenatý (CaO) s různým podílem oxidu hořečnatého (MgO), vyráběný pálením poměrně čistých, vysokoprocentních nebo dolomitických vápenců pod mez slinutí, tj. na teploty 1000 – 1250 oC. Právě podle obsahu MgO se vzdušné vápno zpravidla dělí na:
- vápno vzdušné bílé s obsahem MgO pod 7 %,
- dolomitické vzdušné vápno s obsahem MgO nad 7 %.
Vápno je používáno již od starověku. Zmínky o vápně lze najít v knihách Mojžíšových a ve Starém zákoně. První nálezy vápenných pojiv pocházejí ze staveb, nacházejících se na území dnešní Sýrie, které jsou datovány do doby zhruba 7000 let př. n.l. Na základě analýz malt historických staveb se vápno, ve směsi se sádrou, prokazatelně používalo v době výstavby egyptských pyramid. Staré egyptské malty obsahují přibližně 45 % sádry, okolo 40 % uhličitanu vápenatého a zhruba 15 % nerozpustného zbytku. Pojivo tedy bylo zřejmě připravováno pálením sádrovce, znečištěného uhličitanem vápenatým a následně bylo ostřeno vápencem. Vápno bylo dobře známo také ve Fénicii, kam se jeho výroba pravděpodobně rozšířila z Egypta. Féničtí stavitelé použili vápenných malt např. při stavbě Šalamounova chrámu v Jeruzalémě (1012 – 984 př. n. l.). Z Egypta se výroba a použití vápna rozšířila rovněž do Mezopotámie a dále do Číny, Řecka a Říma. Vápnem je pojeno zdivo např. na Velké čínské zdi. Velký rozmach v používání vápna a podstatné zdokonalení technologie jeho výroby jsou pak spojeny s rozmachem Římské říše. Římané považovali vápno za nepostradatelné stavivo, které používali na všech významných stavbách (akvadukty, lázně, silnice, přístavní mola). V řadě případů se ale jednalo, z dnešního pohledu, o hydraulické vápno, připravované smícháním páleného vápna a přírodních pucolánů (vulkanických popelů a skel). S pádem římského impéria dochází rovněž k úpadku „vápenných“ technologií (Gregerová 1996, Bláha et al. 2001).
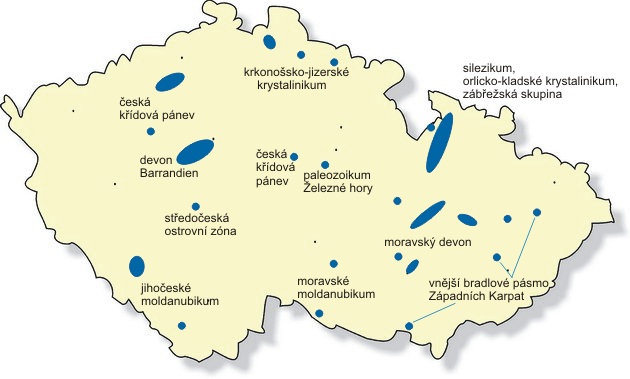
Na našem území se vápno začalo používat nejprve u církevních (sakrálních) staveb a obytných staveb panovníků a šlechty. Pravděpodobně první údaj o výrobě vápna u nás je zmínka z roku 999, která hovoří o vápence, kterou vlastnil břevnovský klášter benediktinů. Velký rozvoj vápenictví nastal zejména za vlády Karla IV., který nechal vybudovat řadu významných staveb (Kamenný, dnes Karlův most, pražskou katedrálu, Karlštejn). V té době se vápno pálilo z vápenců z Podolí, Bráníka, Zlíchova a Radlic. Zejména tzv. staropražské vápno z Bráníka bylo velmi ceněno a pod názvem „Pasta di Praga“ se vyváželo do Benátek, Německa či Anglie. Kvalitu českého vápna popsal např. významný český humanista, jezuita Bohuslav Balbín v díle „Miscellanea historica regni Bohemiae“, vydaném na konci 17. století, v němž vyzdvihuje především bělost vápence a čistotu z něj vyrobeného vápna. Na konci 18. století bylo známé velmi kvalitní hydraulické vápno, pálené Františkem Hergetem na Zlíchově. Největší rozmach výroby vápna pak nastal v polovině 19. století v souvislosti s rozvojem průmyslové výroby, kdy vyvstala potřeba stavět rozsáhlé výrobní haly, sklady, správní budovy a obytné domy. Ve třetí čtvrtině 19. století se v českých zemích začal vyrábět cement, který vápno vytlačil z některých aplikací. Přesto si vápno zachovalo svoji pozici jako základ zdících malt a omítek a také jako nátěrová hmota. Mimo stavebnictví se vápno začalo používat i v dalších odvětvích, zejména v metalurgii, chemickém průmyslu nebo zemědělství. Vápenictví nebylo, v průběhu historie svého vývoje, soustředěno jen do okolí Prahy. Rozvíjelo se všude, kde je dostatek vhodné suroviny (obr. 4.), tj. v severních Čechách (okolí Lovosic), v Pošumaví, v Železných horách (okolí Prachovic a Vápenného Podola) a v Podkrkonoší (okolí Vrchlabí, Albeřic). Na Moravě byly významné vápenky v Jeseníkách, Štramberku, Tlumačově, v oblasti Moravského krasu, Brně a v Mikulově. Vápenky vyráběly převážně vápno vzdušné, v Čížkovicích a Tlumačově se vyrábělo vápno hydraulické. Hydraulické vápno, vyráběné z vápenců z lomu u Kurovic v okolí Tlumačova mělo vynikající vlastnosti a bylo známo pod názvem „kurovina“ (Bláha et al. 2001). V současné době vyrábí vápno v České republice pět společností. Ročně se u nás vyrobí zhruba 1200 kt vápna, z čehož asi 160 kt představuje vápenný hydrát (Starý et al. 2006).
Obr. 4 Ložiskové oblasti vápenců v České republice. Převzato z Jirásek, Sivek (2007).
Vzdušné vápno se vyrábí pálením vhodně upravených surovin – vápenců nebo dolomitických vápenců – v různých typech pecí a pecních agregátů při teplotách 1000 až 1250 oC. Pro výpal se používají ostře tříděné vápence, tj. frakce 80 – 100 mm nebo 120 – 180 mm. Výpalem vzniká pálené (nehašené) vápno, které je po chemické stránce tvořeno převážně oxidem vápenatým (CaO), vzniklým dekarbonatizací vápence (uhličitanu vápenatého, CaCO3). Proces dekarbonatizace vápence popisuje jednoduchá chemické rovnice:
CaCO3 ® CaO + CO2 - 176,68 kJ
Z hlediska hmotnostní bilance uvedené rovnice platí, že při úplném rozkladu CaCO3 na CO2 a CaO vznikne ze 100 kg CaCO3 56 kg CaO a 44 kg CO2. Dekarbonatizace uhličitanu vápenatého začíná, v závislosti na vnějších podmínkách, již od 600 oC. Vyšší teplota používaná ve výrobních zařízeních zajišťuje, že výrobní proces probíhá dostatečně rychle (Škvára 1995a). Dekarbonatizace podvojného uhličitanu hořečnato-vápenatého (dolomitu) probíhá podle velmi podobné rovnice:
CaCO3 . MgCO3 ® CaO + MgO + CO2 - 276,75 kJ
Platí, že s vyšší teplotou a vyšší rychlostí výpalu vzrůstá podíl hutnější a méně reaktivní struktury a výsledný produkt je označován jako tvrdě pálené vápno, vhodné pro výrobu autoklávovaného pórobetonu (např. výrobky typu YTONG nebo HEBEL). Měkce pálená vápna, vhodná pro výrobu malt a omítek, naopak vznikají výpalem při nižších teplotách, jsou reaktivnější, pórovitější a vykazují nižší objemovou hmotnost, větší měrný povrch a vyšší aktivitu a vydatnost než vápna tvrdě pálená - (viz tab. 5).
Tab. 5 Vliv teploty výpalu na pórovitost vápna. Podle Svobody et al. (2004).
Pro výpal vápence a výrobu páleného vápna se u nás v současnosti používají kontinuálně pracující šachtové pece. Historicky se vápno vyrábělo často poměrně jednoduchým způsobem, a to např.:
- v jamách, jejichž stěny byly obloženy kamenem, který nepodléhal tepelnému rozkladu a které byly uzavřeny „víkem“ z větví, omazaných jílem,
- v nálevkovitých pecích, které měly tvar komolého kužele, postaveného na menší základnu (výpal zde trval 4 až 5 dní),
- v milířích,
- v kruhových pecích, původně vyvinutých pro výpal cihel,
- v komorových pecích.
V zahraničí, např. v USA, se pro výrobu vápna používají také pece rotační, které však jsou energeticky náročnější.
Druhou částí výroby vápna, resp. jeho použití ve stavebnictví je hašení vápna. Hašením se pálené vápno (oxid vápenatý – CaO) převádí na hydroxid vápenatý – Ca(OH)2. Tomuto úkonu byla v minulosti věnována značná pozornost, protože špatným vyhašením lze i velmi kvalitní pálené vápno znehodnotit. Proces hašení probíhá za silného vývinu tepla a je provázen nabýváním vápna na objemu. Hašení je možno provádět tzv. za sucha nebo za mokra. Proces hašení se dá vyjádřit chemickou rovnicí:
CaO + H2O ® Ca(OH)2
Mokré hašení se provádí zpravidla přímo na stavbách a spočívá ve skrápění vrstvy páleného vápna vodou v ploché, otevřené nádobě zvané hasnice (karb). Teplota hašeného vápna nesmí dosáhnout 100 oC a hašení se provádí za přebytku vody (240 až 320 litrů vody na 100 kg páleného vápna). Při hašení se musejí dodržovat přísná bezpečnostní opatření. Takto vyhašené vápno se nechá před použitím určitou dobu odležet.
Suché hašení se uskutečňuje ve speciálním mísícím zařízení přímo ve vápence. Provádí se s malým přebytkem vody (60 až 70 litrů na 100 kg páleného vápna). Při hydrataci se přebytečná voda účinkem tepla odpaří a výsledným produktem je práškovitý vápenný hydrát (hydroxid vápenatý). Vápenný hydrát je skladovatelný až 6 měsíců a v okamžiku potřeby se z něj připraví vápenná kaše přidáním potřebného množství vody. Pro stavební účely se vápenný hydrát může používat přímo jen do malt pro zdění, pro jiné účely se musí také nechat odležet.
Jednotlivé druhy vzdušného vápna, které jsou vyráběny podle ČSN EN 459-1 uvádí tab. 6.
Tab. 6 Druhy vzdušného vápna podle ČSN EN 459-1. Pozn.: Hodnoty pro obsah oxidů platí pro nehašené vápno. V případě hašeného vápna a vápenné kaše je nutné odpočíst volnou a vázanou vodu.
tuhnutí a tvrdnutí vzdušného vápna Tuhnutí vápenné malty probíhá jako sesychání koloidního gelu vápenného pojiva. Tuhnutí je vyvoláno odpařováním přítomné vody a z tohoto důvodu malta vyrobená ze vzdušného vápna pod vodou vůbec netuhne. Hlavním procesem při tvrdnutí vápenné malty je karbonatizace (uhličitanové tvrdnutí). Ke karbonatizaci dochází působením vzdušného oxidu uhličitého podle rovnice:
Ca(OH)2 + CO2 + n H2O ® CaCO3 + (n-1) H2O
Karbonatizace vyžaduje přítomnost alespoň malého množství vody v tvrdnoucí maltě a vzhledem k nízké koncentraci CO2 ve vzduchu (0,03 obj. %) probíhá jen velmi pomalu.
Hydraulické vápno je pojivo připravené buď pálením vápenců, dolomitických vápenců nebo vápnitých slínů a slínovců (tj. karbonátových hornin s přírodním obsahem hydraulických součástí) pod mez slinutí, tedy na maximální teplotu 1250 oC nebo společným semletím vzdušného vápna s vhodnými přísadami, obsahujícími hydraulické oxidy (tzv. umělé hydraulické vápno). Hydraulické vápno musí obsahovat minimálně 10 % hydraulických složek (SiO2, Al2O3, Fe2O3), podle jejichž obsahu se hydraulická vápna dělí na:
- slabě hydraulická s obsahem 10 až 15 % hydraulitů a s minimální pevností po 28 dnech 1,5 MPa,
- silně hydraulická, která obsahují nad 15 % hydraulických složek a vykazují minimální pevnost 4 MPa po 28 dnech.
Dominantní složkou, odpovědnou za hydraulické vlastnosti hydraulického vápna, je dikalciumsilikát – C2S, tj. 2 CaO.SiO2). Hydraulické vápno neobsahuje, na rozdíl od portlandského cementu, trikalciumsilikát – C3S, tj. 3 CaO.SiO2), který vzniká až při teplotách nad 1250 až 1300 oC. Výroba hydraulického vápna je obdobná jako u vzdušného vápna, tedy v šachtových nebo rotačních pecích. Poněvadž slabě hydraulická vápna mohou obsahovat značné množství volného CaO, mohou se hasit tzv. za sucha, tj. s malým množstvím vody (asi 0,1 – 0,25 kg vody na 1 kg slabě hydraulického vápna). Silně hydraulická vápna se před mletím nehasí, neboť se svojí hydraulicitou již blíží cementům a po přidání vody by zatvrdla. K mletí hydraulického vápna se používá, obdobně jako v technologii cementu, kulových nebo tyčových mlýnů. Hydraulická vápna se v minulosti používala zejména pro výrobu malt nebo omítek. Z hlediska vlastností v sobě kombinují vlastnosti vzdušného vápna a cementu – oproti vápenným omítkám se vyznačují větší odolností vůči povětrnostním vlivům a tedy vyšší životností, naopak vůči cementům si zachovávají základní vlastnost vápen, tj. plasticitu. V České republice se v současnosti hydraulická vápna nevyrábějí. To činí komplikace zejména v památkové péči, protože v minulosti používaná vápenná pojiva měla vždy větší či menší příměs hydraulických složek. Zároveň je dnes, při rekonstrukci historických staveb, kladen velký důraz na to, aby se renovační materiál podobal co nejvíce svým složením a vlastnostmi původně použitým materiálům. Hydraulické vápno pro rekonstrukci památkových lze tedy zajistit tedy buď dovozem (např. z Anglie) nebo přídavkem hydraulických či pucolánových složek (např. metakaolínu) do vzdušného vápna. V běžné stavební praxi se hydraulické vápno nahrazuje cementy nižších pevnostních tříd (tzv. cementy pro zdění).
Cementy jsou v současnosti nejpoužívanějším pojivem ve stavebnictví. Podle ČSN EN 197-1 (72 2101) je cement hydraulické pojivo, tj. jemně mletá anorganická látka, která po smíchání s vodou vytváří kaši, která tuhne a tvrdne v důsledku hydratačních reakcí a procesů. Po zatvrdnutí zachovává svoji pevnost a stálost také ve vodě. Hydraulické tvrdnutí cementu je důsledkem hydratace vápenatých silikátů (křemičitanů) a aluminátů (hlinitanů). Účinnými hydraulickými složkami cementů jsou tedy sloučeniny CaO s SiO2, Al2O3 a Fe2O3, popřípadě jiné sloučeniny podobného typu. Celkový obsah aktivního oxidu vápenatého (CaO) a aktivního oxidu křemičitého (SiO2) musí být v cementu CEM nejméně 50 % hmotnosti. Podle chemického hlediska (převažující aktivní složky) je možno rozdělit různé druhy cementů do tří skupin:
- křemičitanové (silikátové) cementy, jejichž nejvýznamnějším zástupcem je cement portlandský (s převahou křemičitanů vápenatých),
- hlinitanové (aluminátové) cementy, s převahou hlinitanů vápenatých,
- jiné (ostatní) cementy, např. železitanové, barnaté apod.
Cementy vznikají drcením, mletím a homogenizací surovin vhodného složení (vápence, slínovce) a následným výpalem připravené surovinové směsi nad mez slinutí (teplota výpalu je zhruba 1450 oC), čímž vzniká „meziprodukt“ – slínek. Ten se po ochlazení a odležení rozemele s přísadami a příměsmi (sádrovcem, struskou, popílkem) na jemnou moučku o měrném povrchu minimálně 225 m2.kg-1, tj. na výsledný produkt – cement.
Používání cementu se podstatným způsobem rozšířilo zejména v posledních dvou stoletích. Proces hydraulického tuhnutí a tvrdnutí však byl znám již ve starověku. První údaje o něm pocházejí z období okolo poloviny prvního tisíciletí př.n.l. z Řecka, Fénicie a Říma. Název cement pochází z latinského slova „caedere“, tj. tlouci. Staří Římané ale používali tento výraz i pro označení lomového kamene. Zdivo vystavěné z tohoto materiálu pak označovali jako „caementa“, resp. „structurae caementicae“. Moderní pojem „cement“ vznikl náhodou, když v roce 1774 překládal Francouz Loriot dílo Naturalis historia od Gaia Plinia Secunda a pro slovo „caementa“ použil výraz „ciment“. Odtud přešel tento výraz do odborné literatury jako označení pro maltoviny tvrdnoucí pod vodou v pevnou hmotu. Ve starém Římě se pro přípravu hydraulických maltovin používalo dobře vyhašeného vápna a sopečných popelů - tufů, v jižní Itálii označovaných jako puzzolano, resp. pozzuoli, nebo pemzy. Římané stavěli za použití hydraulických maltovin velkolepá vodní díla – městské vodovody, mosty s akvadukty (např. Pont du Gard u Nimes v jižní Francii), přístavní mola (např. výstavba přístavu v Ostii okolo roku 45 n.l. za vlády císaře Claudia). Rovněž znali technologii ukládání směsi do bednění, kde drobné kusy kameniva zalévali pojivou směsí vápna a sopečného popela. Ve středověku se v některých oblastech udržovalo toto dědictví antiky, např. v Holandsku se mlel tufový kámen na prášek, nazývaný tras, který se přidával ke vzdušnému vápnu, vzniklá malta tvrdla i pod vodou v pojivo výborných vlastností. V průběhu 18. století, v souvislosti s rozvojem výzkumů v chemii a stavebnictví, se postupně dospělo k názoru, že hydraulické vlastnosti nemá vápno vyrobené z čistých vápenců, ale z vápenců znečištěných jíly (1756 – John Smeaton, stavba majáku v Eddystonu). V roce 1796 byl v Anglii přiznán Jamesovi Parkerovi patent na výrobu cementu, vyrobeného z „kentského“ vápence, který vykazoval vhodný obsah jílovitých složek. Parker tuto surovinu rozmělnil a pálil v peci až téměř do slinutí. Svůj výrobek nazval románským cementem, protože se svojí barvou podobal pojivu starých Římanů. Na začátku 19. století byla L. J. Vicatem vyrobena a v praxi použita maltovina, připravená ze směsi vápence a jílu, čímž bylo potvrzeno, že jílovitou složku je možno do vápence dodat „uměle“, pokud v něm není obsažena přirozeně. Patent na výrobu portlandského cementu byl přiznán v roce 1824 Johnu Aspdinovi, zedníkovi z Leedsu. Název portlandský dostal proto, že beton z něj vyrobený se vzhledem podobal oblíbenému šedobílému vápenci z anglického ostrova Portlandu. „Vynález“ portlandského cementu „dokončil“ I. Ch. Johnson, který roku 1844 upozornil na důležitost přesného dodržování a stálého sledování správného mísícího poměru surovin. Hlavní důraz kladl na ostré pálení, aby nastalo slinutí (Bárta 1961).
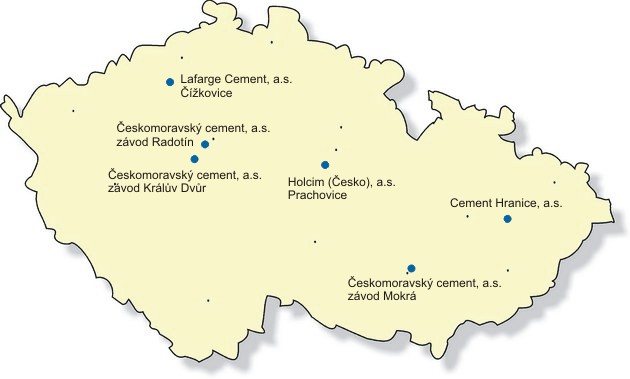
Svědectví o používání hydraulických maltovin (tzv. „staroměstského vápna“) jsou známy především ze středověké Prahy, z období velkého stavebního ruchu (za Karla IV., Vladislava II. Jagelonského, v období baroka). V 19. století, po vynalezení principu výroby portlandského cementu, se zpočátku portlandský cement do Čech dovážel z Anglie, méně z Německa. První pokus o výrobu portlandského cementu v Čechách podnikl v r. 1860 Ferdinand Bárta v Hlubočepích. V roce 1865 byla založena první cementárna v Čechách v Bohosudově (Mariaschein), další cementárny vznikly v 70. letech 19. stol. v okolí Prahy - v roce 1870 byla založena cementárna v Podolí, v roce 1872 v Radotíně a v roce 1900 v Berouně (Bárta 1961). Z dalších známých cementáren v Čechách a na Moravě byla v roce 1898 založena cementárna v Čížkovicích, 1912 v Brně – Maloměřicích a v roce 1913 ve Štramberku (založena Vítkovickými železárnami, ale již v roce 1887 se ve Vítkovicích vyráběl vápeno-struskový cement). V současné době je v České republice v provozu celkem pět cementáren (dvě na Moravě a tři v Čechách – viz obr. 5) s celkovou produkcí zhruba 3850 kt cementu (Starý et al. 2006).
Obr. 5 Producenti cementu v České republice. Pozn: v závodě Králův Dvůr byla v roce 2003 dočasně zastavena výroba, v provozu je balící linka a expedice.
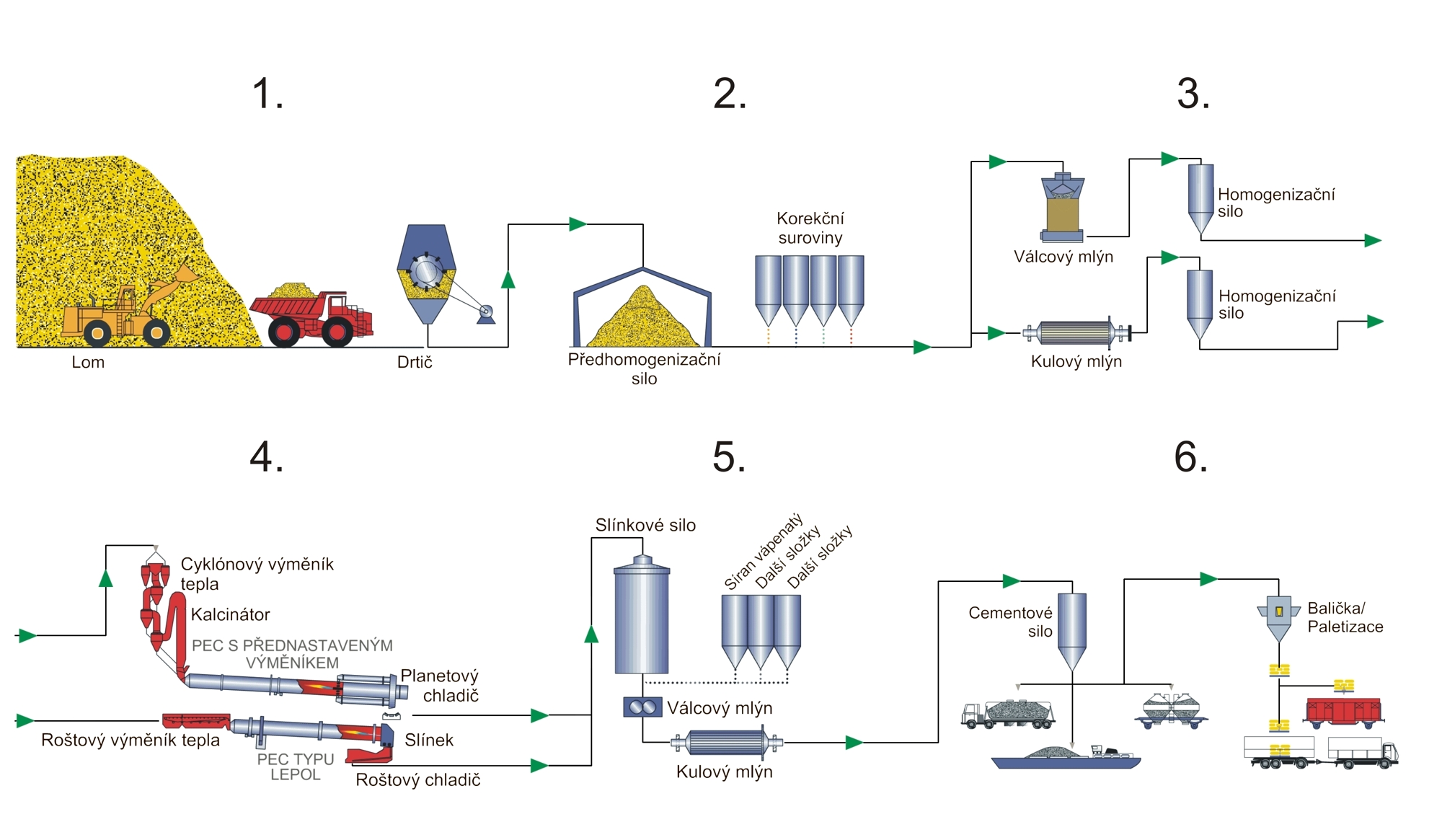
obecné technologické schéma výroby cementu Technologie výroby cementu vychází z požadavku vytvořit slínek, jehož mikrostruktura je tvořena novými sloučeninami (fázemi) požadovaného složení. Jde především o přípravu surovinové směsi vhodného chemického složení s odpovídajícími moduly a stupněm sycení vápnem. Surovinová směs musí být jemně mletá s velkým reakčním povrchem, aby průběh reakcí v žáru a vznik taveniny podmiňující vytvoření slínku byly co nejrychlejší a nejúplnější. Teplota, doba a prostředí výpalu jsou pak pro průběh reakcí rozhodující - i při správném dodržení chemismu lze nevhodným výpalem dospět k nekvalitnímu slínku. Obecné schéma technologie výroby cementu (obr. 6) lze podle jednotlivých operací rozdělit na tři hlavní fáze:
1. příprava surovinové směsi – těžba vápence a korekčních surovin, jejich drcení, mletí a homogenizace,
2. výroba slínku – tepelné zpracování (výpal) surovinové směsi na slínek, probíhající obvykle v rotační cementářské peci a následné chlazení a odležení vypáleného slínku,
3. výroba cementu – mletí slínku s příměsmi (upravujícími vlastnosti výsledného produktu) nebo přísadami a následné skladování cementu v zásobnících a balení a expedice cementu.
Podle způsobu míšení, mletí a homogenizace surovinové směsi a její podoby při výpalu na slínek se rozlišují dva základní způsoby výroby cementu - mokrý a suchý způsob výroby.
Mokrý způsob výroby cementu - vápenec se drtí za sucha a následně mele za mokra, zpravidla v bubnových mlýnech. Ke třídění kalu se používají vibrační třídiče. Obsah vody v surovinovém kalu se pohybuje mezi 33 až 40 %. Kal se ukládá v kalových zásobnících (nádržích), kde se neustále promíchává (mechanicky, pneumaticky) a tím se homogenizuje. Pak se kal převádí do menších zásobníků, odkud jde do pecí, kde se nejprve vysušuje a pak vypaluje do slinutí. Výhodami mokrého způsobu výroby je, že vstupní suroviny není třeba sušit a surovina se snadněji mele, což snižuje spotřebu energie. Dále je tím usnadněna příprava a zlepšena homogenizace suroviny, díky použití vody je snížena prašnost pracovního prostředí. Naopak základní nevýhodou je velká spotřeba vody a následně tepla na vysušení kalu před výpalem. Mokrý způsob výroby je vhodný pro měkké, pórovité suroviny s vyšší vstupní vlhkostí a pro suroviny s kolísavým chemickým složením.
Suchý způsob výroby cementu vyžaduje, aby suroviny byly před výpalem vysušeny. K sušení dochází před mletím nebo současně s mletím v tzv. sušících mlýnech. Pak se surovina dopravuje do zásobníků (sil), kde se homogenizuje a upravuje její chemismus. Práškovitá směs se pak, zpravidla po předehřátí spalinami, dopravuje do pece, kde probíhá samotný výpal. Jednoznačnými výhodami suchého způsobu výroby jsou vysoká výkonnost výroby a vysoká tepelná účinnost vypalovacího procesu díky předehřívání surovinové směsi před výpalem spalinami. Dále je celkově podstatně nižší spotřeba tepla při sušení a pálení surovinové směsi: 3100 – 3700 kJ oproti 5500 – 6300 kJ na 1kg slínku při mokrém způsobu výroby. Suchý způsob výroby je vhodný zejména pro tvrdé suroviny s malou vstupní vlhkostí a méně kolísavým chemickým složením.
V současné době se v České republice vyrábí cement pouze suchým způsobem. Ještě v roce 1990 však byly u nás v provozu tři cementárny, které pracovaly mokrým způsobem výroby a které produkovaly 14 % z celkového množství vyrobeného slínku. Poslední mokrá rotační pec byla v České republice zastavena k 1.1.1998.
Obr. 6 Zjednodušené technologické schéma výroby cementu. Se svolením společnosti Českomoravský cement, a.s.
hlavní kroky technologie výroby cementu 1 - těžba cementářských surovin
Vápenaté suroviny (tj. karbonátové horniny – vápence) se těží povrchovým způsobem v lomech (obr. 7). Tvrdá hornina je oddělována odstřely (v současnosti nejčastěji clonovými), následně je odebírána zpravidla kolovými nakladači a dopravována (auty, pásovými dopravníky) na drtírnu. Křemičité složky surovinové směsi (jíly, hlíny), pokud nejsou již primárně obsaženy ve vápencích, se těží povrchově např. v hliništích. Jako křemičité složky se často využívá také hlinité skrývky na vlastním ložisku vápenců. Ideální cementářskou surovinou je slínovec, hornina obsahující uhličitan vápenatý s příměsí jílových minerálů. Při těžbě suroviny jsou prováděny pravidelné analýzy chemického složení těžených hornin s cílem připravit optimální směs pro výrobu surovinové moučky. Těžba surovin probíhá zpravidla v blízkosti výrobního závodu – cementárny, aby byly co nejnižší přepravní náklady objemných vstupních surovin.
Obr. 7 Stěnový víceetážový lom firmy Cement Hranice, a.s. Foto M. Vavro, 2006.
Obr. 8 Nakládka odstřelem rozpojené horniny kolovým nakladačem. Se svolením společnosti Cement Hranice, a.s.
2 - drcení surovin
Drcení surovin pro výrobu cementu může být jednostupňové, zpravidla však bývá dvoustupňové. Konkrétní podoba a počet stupňů drcení vychází z charakteru a vlastností zdrobňované suroviny a z následné technologie výroby. Jednostupňové drcení se používá u „měkkých“ (málo zpevněných) surovin. Zde se využívají zejména kladivové drtiče nebo, v případě lepivých surovin, kladivové drtiče s válci. Tvrdší a abrazivnější materiály se drtí ve dvoustupňových linkách:
- první stupeň drcení – zpravidla čelisťové nebo kuželové drtiče,
- druhý stupeň drcení – čelisťové, kuželové, kladivové nebo odrazové drtiče.
Čelisťové drtiče se používají pro hrubé a střední drcení tvrdých a houževnatých surovin. Materiál je drcen tlakem, zčásti též lámáním nebo roztíráním v prostoru mezi pevnou a pohyblivou čelistí drtiče, a to v průběhu pohybu pohyblivé čelisti proti čelisti pevné. V době, kdy se čelisti od sebe vzdalují, postupuje drcená hornina dolů k výpustné štěrbině. Šířka výpustné štěrbiny se může v určitém rozsahu měnit, což umožňuje získávat produkt požadované zrnitosti. Kuželové drtiče se používají pro hrubé, střední i jemné drcení velmi pevných a obtížně drtitelných hornin. V kuželových drtičích je materiál zdrobňován mezi otáčejícím se drtícím kuželem a nepohyblivým drtícím pláštěm. Kladivové a odrazové drtiče drtí materiál prudkými údery kladiv nebo drtících lišt a nárazy rychle se pohybujících zrn na nepohyblivé pancéřové desky. Na rozdíl od čelisťových a kuželových drtičů, ve kterých je průběh rozpadu zdrobňovaných zrn určen jejich polohou v drtícím prostoru, drtí se v úderových drtičích zrna v místech své nejmenší soudržnosti, tj. podél štěpných ploch, různých trhlin a puklin. V soustavě drtičů bývají vloženy třídiče k vracení nadsítných zbytků. Surovinové drti se uskladňují v zásobnících nebo na předhomogenizačních skládkách (obr. 9).
3 - předhomogenizace surovinové směsi
Základním předpokladem pro dosažení stálé a vysoké kvality cementářského slínku a cementu je vysoký stupeň homogenity vstupní surovinové směsi. Protože kvalita a složení vstupních surovin (zejména vápence) jsou při těžbě často značně proměnlivé a surovinová směs se míchá z několika složek, používá se zpravidla v cementárnách několik stupňů homogenizace surovin.
Obr. 9 Předhomogenizační skládka se škrabákovým zakladačem. Společnost Cement Hranice, a.s. Foto M. Vavro, 2004.
Prvním stupněm homogenizace bývá předhomogenizační skládka (obr. 9), která zároveň zajišťuje dostatečnou zásobu suroviny. Na skládku je ukládána podrcená surovina, která je pak následně dávkována do surovinového mlýna. Požadovaná homogenita vápence, ukládaného na předhomogenizační skládce, je zajišťována systémem zakládání a odebírání vápence. Tento proces je bývá řízen laboratoří, tj. skládku doplňují vzorkovací stanice a celý provoz skládky je plně automatizován.
4 - mletí surovinové směsi
Mletí patří k nejdůležitějším fázím přípravy vstupních surovin před výpalem a zároveň patří v technologii výroby cementu k technologicky i energeticky nejnáročnějším procesům. Během mletí je podrcená a primárně homogenizovaná surovina mleta na moučku (o velikosti zrna řádově X0 μm) vhodnou pro výpal v peci. Jemnost mletí má rozhodující význam na průběh procesu slinování a rychlost tvorby slínku při výpalu. Pro mletí cementářské suroviny jsou obecně (při dnes zcela převládajícím suchém způsobu výroby cementu) používány nejčastěji jednostupňové mlýnice s mechanickým oběhem (a uzavřeným mlecím okruhem) a současným sušením meliva. Pracovní režim tohoto typu mlýnice je charakterizován tím, že částečně rozemleté melivo prochází třídičem, který prášek požadované zrnitosti odloučí jako hotový produkt, zatímco hrubší částice (tzv. krupici) vrací zpět do mlýna. Oběh meliva uvnitř mlecího okruhu obstarává soustava mechanických dopravních zařízení. Mlýnice jsou dnes plně automatizovány a řízeny dálkově z řídícího počítače nebo centra.
Obr. 10 Surovinový mlýn. Společnost Českomoravský cement, a.s., závod Mokrá. Foto M. Vavro, 2005.
V cementárnách jsou nejčastěji používanými zdrobňovacími zařízeními pro mletí surovin, ale i cementu, mlýny s volnými mlecími tělesy - především tzv. kulové mlýny. Kulové mlýny jsou v podstatě duté bubny nebo válce. Otáčejí se kolem vodorovné osy a uvnitř jsou zčásti vyplněny volnými mlecími tělesy - železnými koulemi. Při otáčení mlýna jsou mlecí koule působením odstředivé síly vynášeny vzhůru a po dosažení určité výšky opadají. Materiál je padajícími a převalujícími se koulemi rozemílán úderem (nárazem), tlakem a roztíráním. Namletá surovina se uskladňuje v homogenizačních silech (obr. 11 a 12).
Obr. 11 a 12 Homogenizační sila pro homogenizaci a uskladnění pomleté suroviny. Vlevo - Českomoravský cement, a.s., závod Mokrá, foto M. Vavro 2005. Vpravo – Cement Hranice a.s, se svolením společnosti.
5 - výpal slínku
Výpal slínku je nejdůležitější úsek technologického postupu při výrobě cementu. Slínek se vypaluje v cementářských pecích, které lze rozdělit na:
- rotační: nejčastěji používané – vysoký výkon, kvalitní výpal slínku, použitelné pro mokrý i suchý způsob výroby cementu,
- šachtové: malý výkon, obtížné řízení výpalu – poskytují slínek horší kvality, použitelné pouze pro výpal sbalků,
- ostatní: např. slinovací rošty, pece pro výpal ve vznosu apod.
Rotační pece (obr. 13) jsou v podstatě ocelové válce vyložené žárovzdornou vyzdívkou. Délka pecí je při suchém způsobu výroby (s výměníkem tepla) 60 až 100 m, maximálně 130 m, při mokrém způsobu výroby 100 až 180 m, maximálně 230 m. Průměr pecí je 3 – 7 m, pec má sklon 3 – 7o a otáčí se kolem osy s frekvencí 1 až 2 otáčky za minutu. Výkony rotačních pecí se pohybují v rozmezí asi 500 – 4000 tun slínku za den. Během výpalu slínek prochází celou délkou pece a postupuje v ní různými tepelnými pásmy: - sušícím (do 200 oC), - předehřívacím (200 – 800 oC), - kalcinačním (dekarbonatizačním, 800 – 1200 oC), - exotermickým (1300 oC), - slinovacím (až 1400 – 1450 oC s poklesem na 1300 oC), - chladícím (1100 – 1000 oC).
Obr. 13 Rotační pec pro suchý způsob výroby cementu. Českomoravský cement, a.s., závod Mokrá. Foto M. Vavro, 2005.
Obr. 14 a 15 Předehřívací zařízení. Vlevo – čtyřstupňový předehřívač typu Humboldt, Českomoravský cement, a.s., závod Mokrá. Vpravo – pětistupňový cyklonový výměník typu Kombi, Cement Hranice, a.s. Foto M. Vavro, 2004, 2005.
Tepelnou účinnost rotačních pecí se během jejich vývoje a používání podařilo postupně značně zvýšit, a to zejména zásluhou vhodně konstruovaných předehřívacích zařízení (obr. 14 a 15), v nichž se využívá tepla horkých spalin odcházejících z pece. Postupně byla navržena celá řada typů předehřívacích zařízení, z nichž jsou nejdůležitější:
- Lepolův rošt – lze jej použít pro granulovanou směs surovin (tj. pro výpal tzv. sbalků), která přichází ve vrstvě na pohyblivý rošt, jímž procházejí horké spaliny. Tepelná účinnost tohoto zařízení dosahuje až 45 %,
- výměníky tepla – používají se při suchém způsobu výroby cementu. Prášková surovina se předehřívá ve vznosu v systému cyklónů, jež jsou zařazeny před rotační pec. Teplota suroviny nemá přesáhnout 800 oC, aby nedocházelo k „nabalování“ a ucpávání spojovacích potrubí. Dalším typem výměníků jsou výměníky šachtové. Hlavní součásti takovýchto výměníků je svislá šachta, do níž jsou spodem (a to tangenciálně) nasávány spaliny z rotační pece. Plyny postupují po spirálové dráze směrem nahoru, proti surovině přiváděné shora. Následkem turbulence se vytvářejí podmínky pro intenzivní přestup tepla do práškové suroviny. Výměník pracuje na principu zahušťování proudu plynů práškovou surovinou – tj. další důležitou součásti je systém zahušťovacích cyklónů.
Dalším vývojovým stupněm, vedoucím ke zvýšení tepelné účinnosti výpalu jsou kalcinátory. V těchto zařízeních se dosahuje vedle předehřátí surovin zároveň také téměř úplného rozkladu CaCO3 ještě před vstupem do vlastní rotační pece. Do kalcinátorů se zavádí až 60 % z celkového množství paliva a vzniklé teplo se zde využije k dekarbonatizaci suroviny. Kalcinátory jsou zařazeny mezi cyklónovými předehřívači a vlastní pecí a část předehřívané suroviny vystupující z posledního stupně výměníku tepla tak přichází do válcového reaktoru s hořáky umístěnými na obvodu a se spodním přívodem vzduchu. Surovina se zde ohřívá ve vznosu a při výstupu má teplotu asi 900 oC a je zhruba z 90 % dekarbonatizována. Výkon rotační pece se takovýmto způsobem může zvýšit o 200 až 300 t/den. V současné době se jako zdroj energie pro výpal stále více používají tzv. alternativní paliva, která nahrazují primární fosilní paliva (uhlí, zemní plyn). Alternativními palivy jsou např. drcené pneumatiky, upravené spalitelné složky komunálního odpadu, použité oleje, masokostní moučka apod. Podíl alternativních paliv činí v současnosti až 50 – 55 % veškerých paliv používaných pro výpal slínku. Slínek vypálený v cementářských pecích se ochlazuje v chladičích (nejčastěji roštových, případně planetových) a následně se uskladňuje buď v krytých halách nebo ve velkoprostorových zásobnících, kde se odležuje, dokončuje se jeho chlazení a případné volné CaO se vzdušnou vlhkostí vyhasí a zkarbonatizuje. Poté se odležený portlandský slínek drtí a mele za přídavku sádrovce nebo dalších hydraulických příměsí.
6 - mletí slínku
Jemnost mletí je zásadní výrobní operací vzhledem k použití cementu. Jemně mleté cementy rychle hydratují (mají větší měrný povrch), mají větší počáteční a konečné pevnosti, vyvíjejí větší hydratační teplo, při zpracování jsou plastičtější. Minimální jemnost mletí portlandského cementu je 225 m2.kg-1. Mletí slínku může být jednostupňové (troubové mlýny s otevřeným nebo uzavřeným okruhem) nebo dvoustupňové, skládající se z krátkého mlýna na hrubé mletí a většího mlýna na jemné mletí. Přísady používané při mletí portlandského slínku: - hlavní (regulátory tuhnutí): sádrovec, dnes v podobě energo- nebo chemosádrovce, - vedlejší (upravují směsnost, jde o přísady s hydraulickými vlastnostmi): vysokopecní granulovaná struska, přírodní nebo umělé pucolány, - speciální (upravují průběh mletí nebo vlastnosti cementu – provzdušňovací, plastifikační, hydrofobizační).
základní suroviny používané při výrobě cementu
Suroviny používané pro výrobu portlandského cementu lze, z hlediska jejich významu, rozdělit do tří základních skupin:
- základní suroviny, které tvoří převážnou část surovinové směsi,
- vedlejší suroviny (= doplňující, korigující), které se přidávají v menším množství, např. ke korekci obsahu Fe2O3, SiO2),
- pomocné suroviny, které se přidávají jen v malém množství ke zlepšení vlastností surovinové směsi v průběhu zpracování, pálení apod.
Základní suroviny se podle povahy (chemismu) dají dále rozdělit na suroviny (složky):
- vápenaté – vápence, jílovité vápence, slínovce, krystalické vápence (mramory), tj. horniny sedimentárního, popř. metamorfního původu, obsahující jako dominantní minerál kalcit (trigonální modifikace CaCO3). Nevhodné jsou dolomitické vápence, tj. karbonátové horniny s vyšším podílem dolomitu – CaMg(CO3)2, oxid hořečnatý totiž způsobuje rozpínání cementu. Optimální obsah CaCO3 ve vápenci je udáván zhruba v rozmezí 75 až 80 hm. %, zbytek připadá na jílovité složky, křemen, sloučeniny železa apod. K takovéto surovině pak není potřeba jíl nebo další složky obsahující SiO2, Al2O3, Fe2O3.
- jílovité (sialitické) – hlíny, jíly, slíny, jílovce, jílovité břidlice, tj. horniny sedimentárního původu, obsahující zejména jílové minerály (fáze tvořené SiO2, Al2O3, popř. Fe2O3 a dalšími oxidy). Tyto složky se do surovinové směsi přidávají v případě, že základní složkou směsi je vysokoprocentní vápenec, obsahující příliš mnoho CaCO3.
Vedlejší (korigující) suroviny jsou zpravidla takové látky, které upravují obsah některého hydraulického oxidu. Používají se např. loužence, tzv. kyzové výpražky, ocelárenské kaly (korekce Fe2O3), bauxit (korekce Al2O3), křemičitý písek, křemelina (korekce SiO2). Vzhledem ke snaze o co nejnižší cenu finálního výrobku je patrná snaha o použití levných odpadních látek namísto dražších přírodních surovin. Jako pomocné suroviny slouží takové látky, které při malém procentním obsahu pomáhají upravovat některé vlastnosti surovinové směsi za syrova nebo v průběhu výpalu, popř. při mletí slínku. Jsou to zejména:
- intenzifikátory pro výpal slínku: látky, které při malém přídavku snižují viskozitu kapalné fáze – fluorit CaF2 nebo Na2SiF6, a pro mletí slínku: látky, které zkracují dobu mletí,
- mineralizátory: látky, které ovlivňují tvorbu některých slínkových minerálů,
- ztekucovadla pro surovinový kal při mokrém způsobu výroby cementu,
- regulátory tuhnutí: látky, které slouží k regulaci průběhu tuhnutí cementu po jeho rozdělání s vodou – sádrovec CaSO4 . 2 H2O).
Pro výrobu směsných cementů se navíc používají jako přísady ke slínku:
- latentně hydraulické látky: jemně mletá vysokopecní granulovaná struska,
- pucolány: vysokoteplotní suché elektrárenské popílky, metakaolín, křemičitý úlet.
Hlavní komponenty cementu (CaO, SiO2, Al2O3 a Fe2O3) musejí být v surovinové směsi zastoupeny v určitých poměrech, které jsou vyjádřeny tzv. cementářskými moduly:
- hydraulický modul – poměr mezi obsahem CaO a sumou SiO2, Al2O3 a Fe2O3; jeho hodnota se pohybuje v mezích 1,7 – 2,4,
- silikátový modul – poměr mezi obsahem SiO2 a sumou Al2O3 a Fe2O3; jeho hodnota obvykle leží v mezích 1,7 – 2,7,
- aluminátový modul – poměr mezi obsahem Al2O3 a obsahem Fe2O3, který většinou kolísá v rozmezí 1,5 – 2,5.
přehled základních druhů cementu
Vyráběných druhů cementů je celá řada. Jednotlivé druhy se od sebe liší vstupními surovinami, obsaženými v surovinové směsi (nebo poměrem těchto surovin) a tím pádem složením slínku (a průběhem procesu tvrdnutí), pomocnými látkami, které se přidávají ke slínku při mletí cementu apod. Odlišnosti v chemickém a mineralogickém složení mají za následek odlišnosti ve vlastnostech různých druhů cementů. Z hlediska používání cementů ve stavebnictví se cementy dají rozdělit na:
- cementy pro obecné použití,
- cementy speciální.
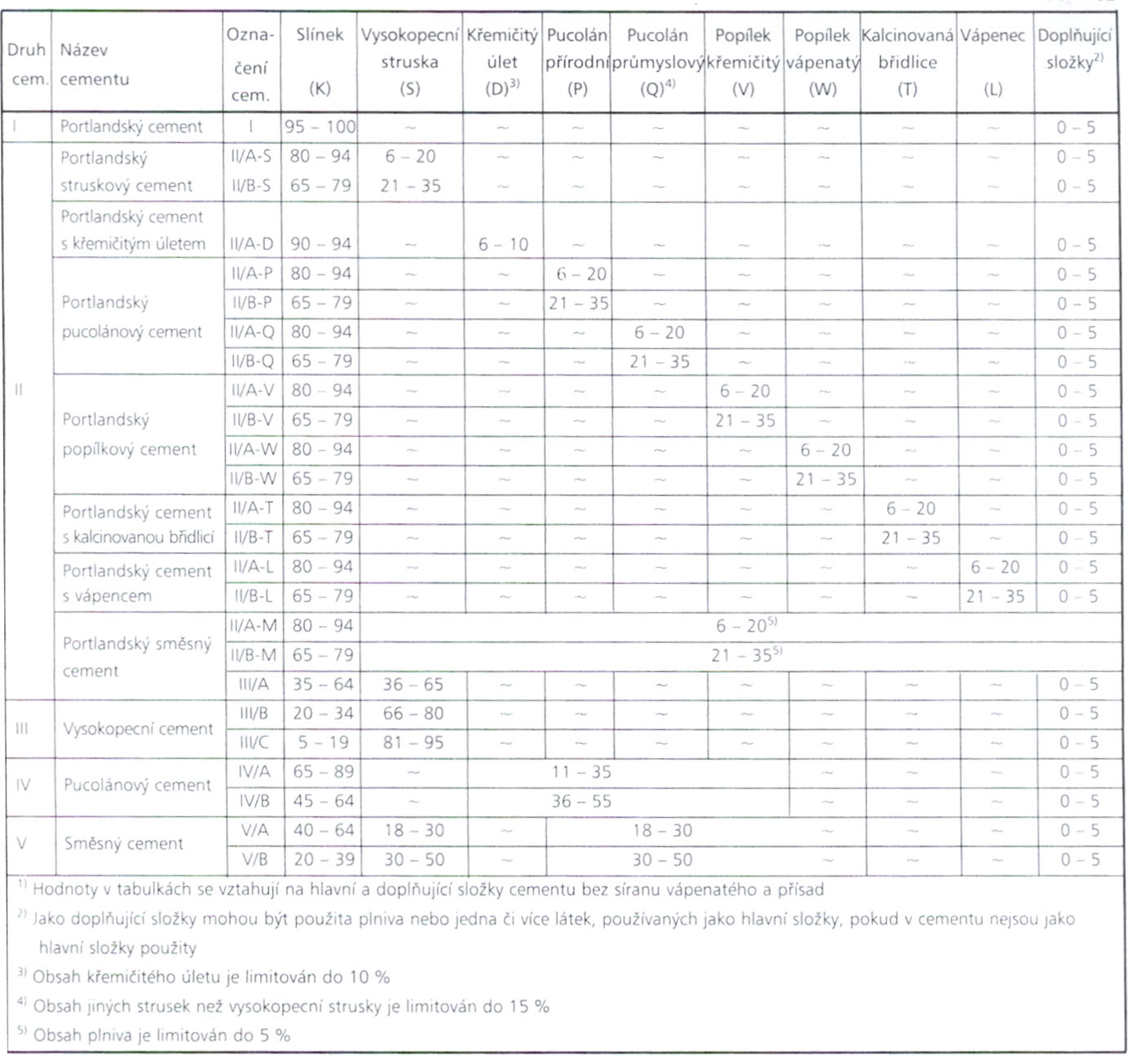
Cementy pro obecné použití definuje v současnosti technická norma ČSN EN 197-1 Cement – Část 1: Složení, specifikace a kritéria shody cementů pro obecné použití, platná od 1.4.2002. Pod označením „cement pro obecné použití“ se mají na mysli cementy „tradiční a osvědčené“, které jsou dlouhodobě vyráběny a používány. Tato norma uvádí celkem 27 jmenovitých cementů (viz tab. 7) pro obecné použití (označovaných jako CEM), které jsou rozděleny do pěti hlavních skupin cementu:
- CEM I Portlandský cement - CEM II Portlandský cement směsný - CEM III Vysokopecní cement - CEM IV Pucolánový cement - CEM V Směsný cement
Za druhovým označením cementu, vyznačeným římskou číslicí I –V se dále uvádí hodnota normalizované pevnostní třídy. V současnosti se u nás vyrábějí cementy tří pevnostních tříd – 32,5, 42,5 a 52,5. Číslo znamená pevnost příslušného cementu v tlaku po 28 dnech hydratace, zkoušenou podle ČSN EN 196-1. Má-li cement vysoké počáteční pevnosti, připojuje se za označení třídy ještě písmeno R (tzv. rychlovazný cement), cementy s normální rychlostí tuhnutí se označují písmenem N. U vysokopecních cementů CEM III je navíc podle ČSN EN 197-4 možno vyrábět také cementy s nízkou počáteční pevností s označením L.
Tab. 7 Druhy cementů pro obecné použití a jejich složení v hm. % podle ČSN EN 197-1.
Mezi speciální cementy se zahrnují cementy se speciálními vlastnostmi, jakož i cementy s odlišným mechanismem tvrdnutí:
- silniční cement má limitovaný obsah C3A ve slínku – pod 8 % - a pevnost v tahu za ohybu minimálně 6,5 MPa, mele se na měrný povrch maximálně 350 až 370 m2.kg-1), - síranovzdorný cement se používá pro prostředí s vysokou koncentrací síranových iontů, musí mít obsah C3A pod 3,5 %, - hlinitanový cement: od roku 1984 se u nás nesmí se používat pro konstrukční účely, protože časem u něj dochází díky konverzi hydrohlinitanů vápenatých ke změně struktury, která se stává poréznější a ztrácí pevnost. Používá se pro výrobu žárobetonů nebo jako přídavek do některých suchých maltových směsí, - rozpínavý cement - bílý cement se vyrábí z bílých vysokoprocentních vápenců a kaolinu s obsahem sloučenin železa do 1%, - cement s nízkým obsahem alkálií (do 0,6%) - barnatý cement - cementy upravené přísadami: hydrofobními, plastifikačními, fungicidními, provzdušňujícími.
fázové složení (mineralogie) portlandského slínku
Slínek vzniká výpalem připravené surovinové směsi v cementářské peci do slinutí, teplota výpalu je zhruba 1450 oC. Jako slinování se v oblasti technologie silikátů označuje proces, kterým se zpevňují disperzní systémy za zvýšené teploty. Obvykle je doprovázeno objemovou kontrakcí a zhutňováním, tj. snížením pórovitosti. Vzniká tak hutná polykrystalická hmota, v níž jsou původní částice pevně spojeny. Slinování může probíhat v pevném stavu nebo účinkem taveniny. I když mohou při slinování vícesložkových systémů nastávat paralelní chemické změny, je slinování v podstatě procesem fyzikálním, který není chemickými ději podmíněn. V případě výpalu slínku obsahuje systém při nejvyšších teplotách během výpalu (1400 - 1450 oC) asi 20 až 30 % taveniny. Tavenina ve slínku vzniká již asi od 1250 oC, a to díky přítomnosti Fe2O3, alkálií, fluoridů a dalších příměsí.
Fyzikální a chemické procesy probíhající při tvorbě slínku
Během procesu výpalu (postupně od fáze sušící po fázi slinovací, resp. ochlazovací) probíhá (v závislosti na teplotě) v surovinové směsi a vznikajícím slínku řada procesů, z nichž jsou nejdůležitější:
a) sušení – probíhá zhruba do 200 oC a je charakterizováno únikem vody. Do 110 oC uniká voda volná, tj. fyzikálně vázaná, nad tuto mez pak uniká část vody chemicky vázané.
Procesy, které jsou důležité pro tvorbu slínku pak začínají při teplotách podstatně vyšších:
b) rozklady pevných látek - dehydroxylace jílových minerálů, rozklad CaCO3,
c) vzájemné reakce složek v pevném stavu, později za účasti taveniny,
d) tání a rozpouštění pevných složek v tavenině.
Rozklad pevných látek nastává nejdříve. Dehydroxylace jílových minerálů probíhá mezi 450 až 600 oC. Těmito reakcemi vznikají chemicky velmi reaktivní produkty, které pak reagují přibližně nad 700 oC s CaO, resp. CaCO3, např.:
5 CaCO3 + Al2O3 . 2 SiO2 ® CaO . Al2O3 + 2 (2 CaO . SiO2) + 5 CO2
Takto vznikají první produkty reakcí v pevném stavu – vápenaté silikáty CaO . Al2O3 (CA) a 2 CaO . SiO2 (C2S). Začínají se tvořit již zhruba od 700 oC v případě, že je surovinová směs jemně mletá a dobře homogenizovaná. CA vzniká dříve než C2S, zároveň se vznikem CA se začíná tvořit C2F a C4AF. Okolo 800 oC nastává kalcinace, tj. rozklad kalcitu (CaCO3) na volné vápno (CaO) a CO2. Zhruba od 900 až 950 oC vznikají hlinitany vápenaté, např. C5A3 (5 CaO . 3 Al2O3) a zejména C3A (3 CaO . Al2O3), a to podle reakce:
CaO . Al2O3 + 2 CaO ® 3 CaO . Al2O3
Nad teplotou 1250 oC se začíná objevovat kapalná fáze slínku a od této teploty se začíná tvořit C3S (3 CaO . SiO2):
2 CaO . SiO2 + CaO ® 3 CaO . SiO2
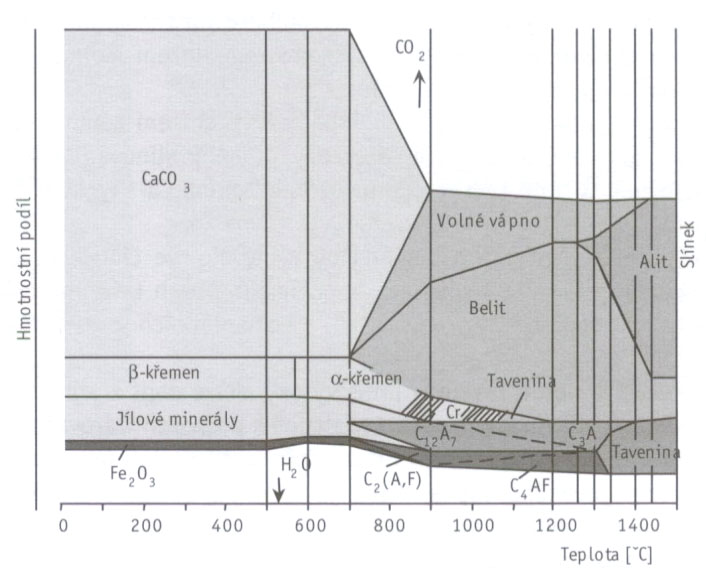
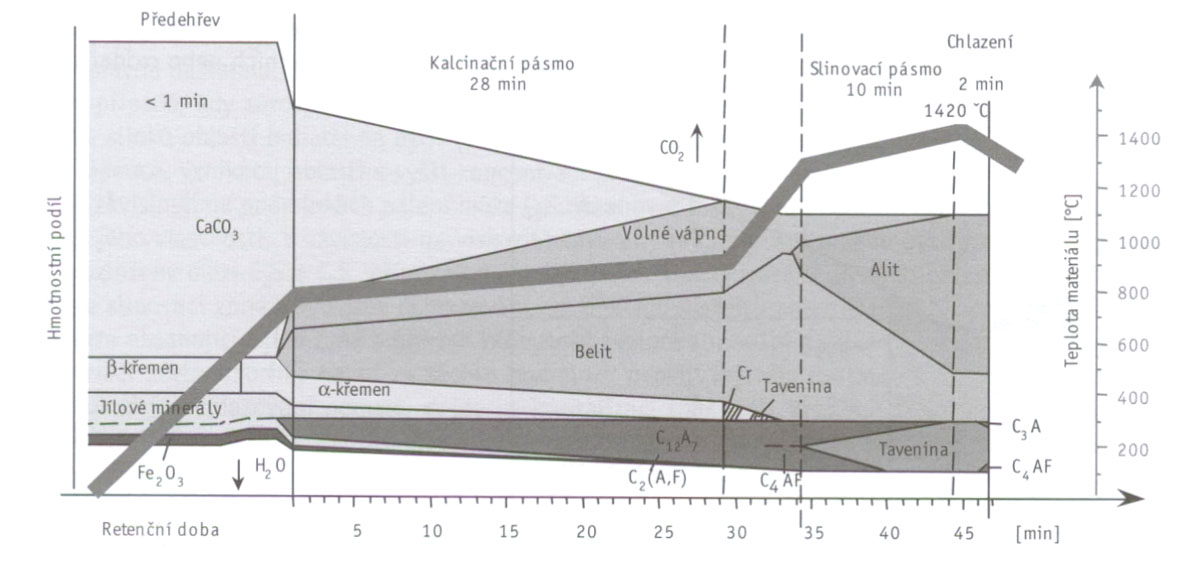
Souběžně s touto reakcí pokračuje tvorba C3A, C4AF, C2F a dalších sloučenin. Reakce, jimiž vznikají slínkové minerály, nabývají dostatečné rychlosti až v rozmezí teplot 1350 až 1450 oC. Tato oblast teplot je pro tvorbu slínku nejdůležitější, a to zejména proto, že zde vzniká „nejžádanější“ slínkový minerál – C3S, který je nositelem typických vlastností portlandského slínku. Pod teplotou 1250 oC je tato sloučenina nestálá, rozkládá se zpět na C2S a CaO. Rozkladu se dá zabránit rychlým ochlazením slínku. Vznik hlavních složek slínku v závislosti na teplotě, resp. době výpalu zachycují obr. 16 a obr. 17).
Obr. 16 Vznik hlavních složek slínku v závislosti na teplotě výpalu. Podle Aïtcin (2005).
Obr. 17 Vznik základních slínkových minerálů v závislosti na době a teplotě výpalu. Podle Aïtcin (2005).
Nejdůležitější slínkové minerály Cementové slínky představují směs různých vápenatých křemičitanů, hlinitanů, železitanů a dalších fází, resp. jejich různých tuhých roztoků. Mineralogické (fázové) složení slínku, tj. přítomnost a vzájemné zastoupení tzv. slínkových minerálů, má zásadní vliv na konečné vlastnosti slínku a cementu. V portlandském slínku bylo doposud popsáno více než 25 minerálních fází, rozhodující význam pro vlastnosti cementu však mají čtyři hlavní sloučeniny (blíže viz Šauman 1993, Škvára 1994 a Gregerová 1996):
- 3 CaO . SiO2 (zkráceně označované jako C3S, resp. trikalciumsilikát)
- 2 CaO . SiO2 (C2S, resp. dikalciumsilikát)
- 3 CaO . Al2O3 (C3A, resp. trikalciumaluminát)
- 4 CaO . Al2O3 . Fe2O3 (C4AF, resp.tetrakalciumaluminoferit)
Kromě těchto, čistě minerálních, fází se ve slínku rozlišují tzv. technické minerály (fáze) – alit, belit a celit. V technické praxi se většinou klade rovnítko mezi C3S a alitem, C2S a belitem a C4AF a celitem, mineralogicky však tyto technické fáze obsahují ještě další složky. Alit je nejdůležitějším slínkovým minerálem. Obsah alitu ovlivňuje rychlost tvrdnutí, hydratační teplo a pevnosti (zejména počáteční) cementu. Alit se vyznačuje velkou reaktivností, která se projevuje rychlým růstem pevností a značným vývinem hydratačního tepla. Belit se vyznačuje pomalejším, ale déletrvajícím růstem pevnosti a menším vývinem hydratačního tepla. Alit a belit představují hlavní slínkové složky, jejich obsah je obvykle 75 - 85 % hmotnosti. Spojovací (mezerní) hmota mezi krystaly alitu a belitu je tvořena zejména aluminátovou a ferrialuminátovou fází. Mezerní hmota představuje obvykle asi 20 - 25 % objemu slínku. Aluminátová fáze je slíncích reprezentována zejména sloučeninou C3A. Trikalciumaluminát se vyznačuje zvýšenou reaktivností s vodou, rychlým tuhnutím a tvrdnutím (právě proto se ke slínku při mletí přidává sádrovec jako regulátor tuhnutí) a rychlým vývojem hydratačního tepla. Větší obsah C3A nepříznivé ovlivňuje odolnost portlandského cementu vůči síranovým vodám a má vliv také na objemové změny cementu. Ferrialuminátová fáze je představována zejména tetrakalciumaluminoferritem – C4AF. Tato složka bývá v technické praxi často označována přímo jako celit nebo brownmillerit. Vyznačuje se pomalejším růstem pevností a nižším vývinem hydratačního tepla. Kromě těchto hlavních slínkových minerálů obsahuje slínek jako vedlejší složky:
- volné vápno (CaO), které je zbytkem nezreagovaného CaO ze směsi surovin nebo vzniká rozpadem C3S. Obsah volného CaO se pohybuje okolo 2 %, při obsahu větším než 2,5 % hrozí nebezpečí rozpadu slínku v důsledku objemových změn při hydrataci na Ca(OH2). Obsah volného CaO je označován jako nedopal.
- MgO, který se může objevovat jako součást tuhých roztoků ferrialuminátové fáze nebo C3S, může být součástí sklovité fáze a může se vyskytovat i jako volné MgO ve formě minerálu periklasu. Periklas se objevuje při obsahu MgO vyšším než 2 %. Volné MgO je nežádoucí příměsí ve slínku vzhledem k jeho opožděné reakci s vodou za vzniku Mg(OH)2, která je doprovázena objemovou změnou. Obsah volného MgO ve slínku je v průměru okolo 1,5 %.
- sklovitá fáze, jejíž obsah se ve slínku pohybuje většinou mezi 5 – 15 % a je závislý na podmínkách a rychlosti chlazení slínku. Po chemické stránce je složena z CaO, Al2O3, Fe2O3, malého množství MgO a oxidů alkalických kovů. Sklovitá fáze má dobrou odolnost vůči vlivu síranových vod, ale její vyšší podíl zhoršuje melitelnost slínku.
Přehled hlavních složek portlandského slínku a jejich vlastností uvádí tab. 8.
Tab. 8 Přehled hlavních složek v cementářském slínku. Podle Gregerové (1996) a Svobody et al. (2004).
Po smísení s vodou cement tuhne a postupně nabývá na pevnosti. Tuhnutí a tvrdnutí probíhá za aktivní účasti vody. Reakcí s vodou se původně bezvodé minerální fáze cementu přeměňují na hydratační produkty, tzn. na nové sloučeniny obsahující chemicky vázanou (krystalovou) vodu. Tyto hydratační produkty, ačkoliv jde o hydratované fáze, jsou ve vodě nerozpustné a stálé. Reakce slínkových minerálů s vodou jsou ve své podstatě hydrolýzou s následující hydratací. Nejrychleji reaguje s vodou C3A, pak následuje C3S a β-C2S. Jestliže se voda v tuhnoucí směsi neustále vyměňuje nebo je jí přebytek, může nastat až úplná hydrolýza slínkových minerálů, kdy produktem je křemičitý gel:
3 CaO . SiO2 + n H2O ® 3 Ca(OH)2 + SiO2 . (n-3) H2O
S malým množstvím vody vede reakce při normální teplotě ke vzniku hydrosilikátů podle schématu:
2 (3 CaO . SiO2) + 6 H2O ® 3 Ca(OH)2 + 3 CaO . 2 SiO2 . 3 H2O (gel)
Současně nastává přesycování roztoku Ca(OH)2 – portlanditem (označovaným také jako CH), který se později vylučuje v jemných krystalcích, nejčastěji destičkovitého tvaru. Tento hydroxid dává pórovému roztoku v tuhnoucím cementu alkalickou reakci (pH = 12,4).
1. Podle uvedeného schématu vznikají při tuhnutí cementu hydrolýzou a hydratací C3S a β-C2S hydrosilikáty obecného vzorce m CaO . n SiO2 . p H2O (označované někdy souborně také jako tzv. C-S-H gel, resp. hydrosilikáty C-S-H). Identifikace přesného složení a struktury hydrosilikátových gelů je obtížná, v literatuře se uvádí řada sloučenin:
- 5 CaO . 6 SiO2 . 5 H2O (tobermorit), někdy se tato fáze uvádí také v podobě Ca5(OH)2Si6O16 . 4 H2O, resp. Ca5H2(Si3O9)2 . 4 H2O,
- 3 CaO . 2 SiO2 . 3 H2O, resp. Ca3Si2O4(OH)6 (afwillit),
- 2 CaO . SiO2 . H2O, resp. Ca2SiO3(OH)2 (hillebrandit),
- 6 CaO . 6 SiO2 . H2O nebo-li Ca6Si6O17(OH)2 (xonotlit).
Pro křemičitanové slínkové minerály je tedy během procesu hydratace charakteristické odlučování Ca(OH)2 a tvorba gelů hydrosilikátů s nižším poměrem CaO/SiO2 než ve výchozím minerálu.
2. Naproti tomu alumináty mají sklon vytvářet hydroalumináty výrazně krystalického charakteru. Konečným stabilním produktem dlouhodobé hydratace C3A je kubický 3 CaO . Al2O3 . 6 H2O, který vzniká přes některé meziprodukty, např.: 4 CaO . Al2O3 . 12-19 H2O (hydrocalumit) a 2 CaO . Al2O3 . 8 H2O. Tuto reakci lze vyjádřit rovnicí:
3 CaO . Al2O3 + 6H2O ® 3 CaO . Al2O3 . 6 H2O
V přítomnosti Ca(OH)2 vznikají při hydrataci C3A hexagonální kalciumhydroalumináty, což lze vyjadřit vzorcem:
3 CaO . Al2O3 + Ca(OH)2 + 12 H2O ® 4 CaO . Al2O3 . 13 H2O (C4AH13)
3. Při hydrataci C4AF a feritů vzniká jako poměrně stálý meziprodukt 4 CaO . Fe2O3 . 14 H2O, konečným stálým produktem jsou 3 CaO . Al2O3 . 6 H2O, resp. 3 CaO . Fe2O3 . 6 H2O a případný přebytek Al2O3 utvoří amorfní hydroxid.
4. Sádrovec, který se přidává k portlandskému slínku jako zpomalovač tuhnutí, přechází do roztoku, který je následkem hydratačních reakcí přesycen Ca(OH)2. Za těchto okolností se tvoří při větším množství síranu 3 CaO . Al2O3 . 3 CaSO4 . 30-32 H2O (ettringit, označovaný také jako tzv. trisulfát, resp. fáze AFt), při menším množství CaSO4 sloučenina 3 CaO . Al2O3 . CaSO4 . 10-12 H2O (tzv. monosulfát, resp. fáze AFm). Vnik ettringitu je pravděpodobně závislý nejen na přítomnosti vhodných chemických komponent, ale také na tlaku při zpracování, kdy se stoupajícím tlakem obsah ettringitu výrazně klesá. Vznik ettringitu hydratací C3A lze popsat rovnicí:
3 CaO . Al2O3 + 3 CaSO4 . 2 H2O + 26 H2O ® 3 CaO . Al2O3 . 3 CaSO4 .32 H2O
Monosulfát vzniká podle schématu:
3 CaO . Al2O3 + CaSO4 . 2 H2O + 10 H2O ® 3 CaO . Al2O3 . CaSO4 . 12 H2O
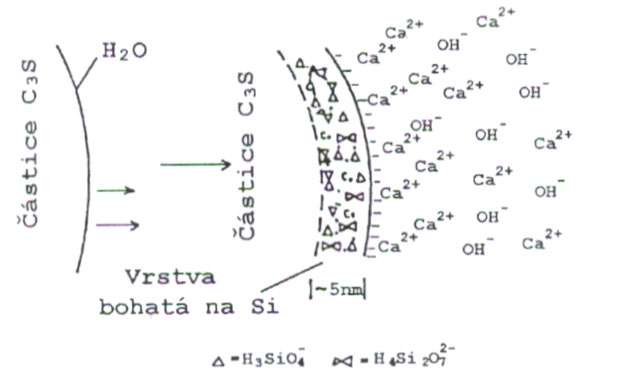
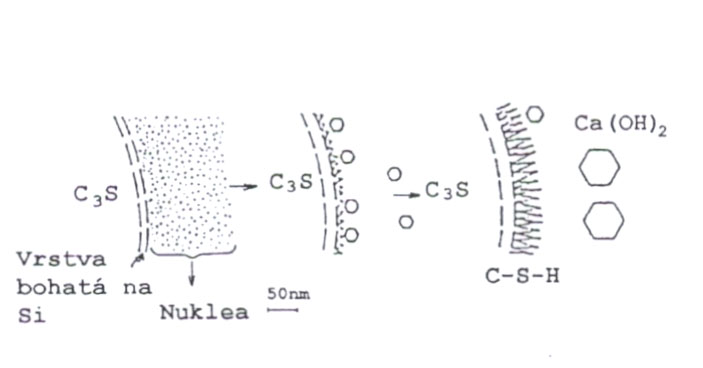
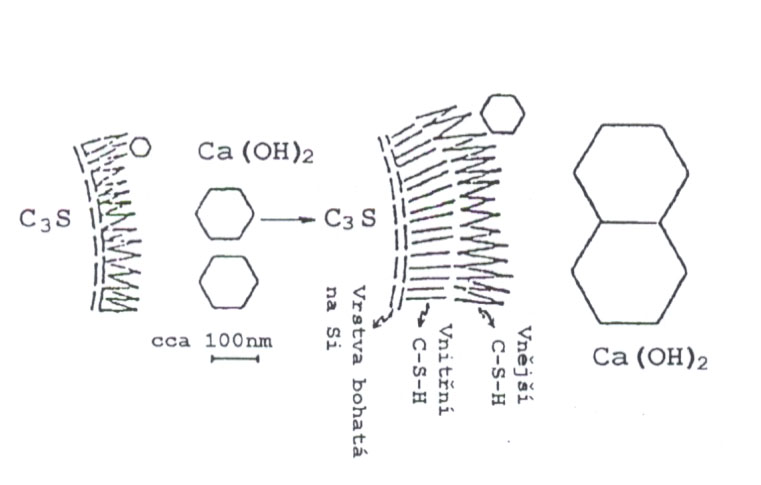
Trisulfát (ettringit) pak může přecházet na monosulfát reakcí s dalšími podíly C3A. Reakce za účasti CaSO4, aluminátové a feritové fáze mají významnou úlohu v počátečním stádiu tuhnutí a tvrdnutí. Za konečné fyzikální a mechanické vlastnosti ztvrdlého cementu však „odpovídají“ C-S-H gel a Ca(OH)2, jež vznikají hydrolýzou alitu a belitu. Tyto poznatky lze shrnout do celkové, zjednodušené představy o tuhnutí a tvrdnutí cementu (Bárta 1961, Hlaváč 1988, Gregerová 1996), podle níž: alit odštěpuje Ca(OH)2 a přechází v hydrosilikátový gel, který tvoří slupku okolo zrna původního cementu. S postupující reakcí se gelové vrstvy spojují; C-S-H gel tvoří jehlicovité útvary, jež vyplňují prostor mezi zrny cementu. Hydroalumináty a sulfoaluminoferity vznikající hydratací krystalizují naopak z roztoku. Oba uvedené procesy, tj. tvorba C-S-H gelu a krystalků hydroaluminátové fáze probíhají souběžně. Kromě toho ještě z přesyceného roztoku krystalizují destičkovité krystalky Ca(OH)2. S pokračujícími reakcemi se další voda chemicky váže, takže gelová hmota postupně tuhne a nabývá pevnost. Spolu se vznikajícími krystalky Ca(OH)2 v ní, jako ve spojovací hmotě, jsou uloženy dosud nezreagované slínkové minerály. Představa o mechanismu hydratace trikalciumsilikátu (C3S) jako hlavní složky portlandského slínku je znázorněna na obr. 18 a obr. 19.
Obr. 18 Počáteční stádia hydratace C3S podle Gregerové (1996). Vlevo vznik elektrické dvojvrstvy, dané nepohyblivou silikátovou vrstvou a pohyblivými ionty Ca2+ a uvolňování Ca2+ a OH-. Vpravo průběh nukleace a krystalizace na konci indukční periody.
Obr. 19 Pokročilá stádia hydratace C3S podle Gregerové (1996). Vlevo růst hydratačních produktů v průběhu střední periody hydratace a zhuštění částic C-S-H gelu v pozdní etapě. Vpravo schematické znázornění hydratovaného zrna cementu: 1 – nehydratovaný zbytek, 2 – vnitřní C-S-H hydrát, 3 – vnější C-S-H hydrát, 4 – dendritické krystalky portlanditu, 5 – hranice zrna na počátku hydratace.
Časově se dá rozdělit hydratace cementu do několika period (Pytlík 2000):
1. perioda: tzv. indukční, která se rozděluje na dvě období. První (přeindukční) je velmi krátké (asi 10 až 15 minut) a představuje smáčení zrn cementu. Dochází k prvním reakcím se slínkovými minerály. Toto první období se vyznačuje velkou rychlostí uvolňování hydratačního tepla, rozpouštěním aluminátů a síranů a vzniku Ca(OH)2 a AFt. Druhé indukční období se vyznačuje již jen pomalým uvolňováním hydratačního tepla, vzrůstá viskozita suspenze (počátky tuhnutí cementu), nastává úbytek silikátů a tvoří se zárodky krystalů C-S-H a CH (portlanditu). Pokračuje tvorba AFt a voda proniká k zrnům cementu a tvoří se nové produkty hydratace. Toto druhé období indikční periody je ukončeno asi za 1 až 2 hodiny od zamíchání. Pevnost v tlaku cementového tmele je menší než 100 KPa.
2. perioda (přechod do tuhého skupenství): je urychlujícím stupněm hydratace a trvá od 1 - 2 do 12 - 24 hod. od zamíchání. C3S rychle reaguje za vzniku dlouhovláknitého silikátu C-S-H a krystalů portlanditu. Zrna cementu se k sobě přibližují tím, že prorůstají krystaly hydratačních produktů. V této periodě se vytvářejí základy mikrostruktury cementového kamene, jedná se o tuhou látku s pevností 1 ž 20 MPa.
3. perioda (stupeň stabilní struktury): vznikají fáze drobnovláknité C-S-H, ettringit postupně přechází na monosulfát AFm, nastává hydratace belitu, snižuje se vývin tepla a hydratační reakce jsou řízeny difúzí. Tuto periodu lze rozdělit na období klesající rychlosti hydratace (asi 28 dnů) a na období „dozrávání“, které může trvat i několik let. V prostoru mezi zrny cementu nastává rekrystalizace fází. Objem hydratačních produktů je 2 až 2,2 krát větší než původní objem cementu.
Při hydratačních reakcích cementu se uvolňuje hydratační teplo, jehož množství je závislé především na:
- mineralogickém složení slínku a cementu,
- jemnosti mletí cementu,
- teplotě, při které hydratace probíhá.
Použitá a doporučená literatura Adámek, J. et al.: Stavební materiály. Brno: skripta FAST VUT v Brně, Akademické nakladatelství CERM, 1997. 205 s. Aïtcin, P.-C.: Vysokohodnotný beton. Praha: Informační centrum ČKAIT, 2005. 320 s. Bárta, R.: Chemie a technologie cementu. Praha: Nakladatelství ČSAV, 1961. 1108 s. Bláha, J. et al.: Vápno. Praha: Společnost pro technologie opravy památek, 2001. 76 s. ČSN 72 2301 (1980) Sádrová pojiva. Klasifikace. Všeobecné technické požadavky. Zkušební metody. ČSN EN 196-1 (2005) Metody zkoušení cementu. Část 1: Stanovení pevnosti. ČSN EN 197-1 (2001) Cement – Část 1: Složení, specifikace a kritéria shody cementů pro obecné použití. ČSN EN 197-4 (2004) Cement – Část 4: Složení, specifikace a kritéria shody vysokopecních cementů s nízkou počáteční pevností. ČSN EN 459-1 (2002) Stavební vápno – Část 1: Definice, specifikace a kritéria shody. Gregerová, M.: Petrografie technických hmot. Brno: skripta PřF Masarykovy univerzity v Brně, 1996. 139 s. Hlaváč, J.: Základy technologie silikátů. Praha: SNTL/Alfa, 1988, 515 s. Jirásek, J., Sivek, M.: Ložiska nerostů. Ostrava: Ministerstvo školství, mládeže a tělovýchovy ČR & Vysoká škola báňská - Technická univerzita Ostrava, 2007. Pytlík, P.: Technologie betonu. 2. vyd. Brno: VUTIUM, 2000. 390 s. Starý, J. et al.: Surovinové zdroje České republiky. Nerostné suroviny (stav 2005). Praha: Ministerstvo životního prostředí, 2006. 302 s. Svoboda, L. et al.: Stavební hmoty. Bratislava: Jaga, 2004. 471 s. Škvára, F.: Technologie anorganických pojiv I. Část 1: Hydraulické maltoviny, cementy. Praha: skripta Ústavu skla a keramiky VŠCHT, 1994. 303 s. Škvára, F.: Technologie anorganických pojiv I. Část 2: Vzdušné maltoviny, ostatní anorganická pojiva, technologické výpočty. Praha: skripta VŠCHT Praha, 1995a. 151 s. Škvára, F.: Technologie anorganických pojiv II.: užití anorganických pojiv, beton, koroze betonu. Praha: skripta Ústavu skla a keramiky VŠCHT, 1995b. 184 s. Šauman, Z.: Maltoviny I. Skripta VUT v Brně, PC-DIR, 1993. 198 s.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||